Using Installation Feedback to Optimize Roll Forming Setup and Reduce Roofing Sheet Rework
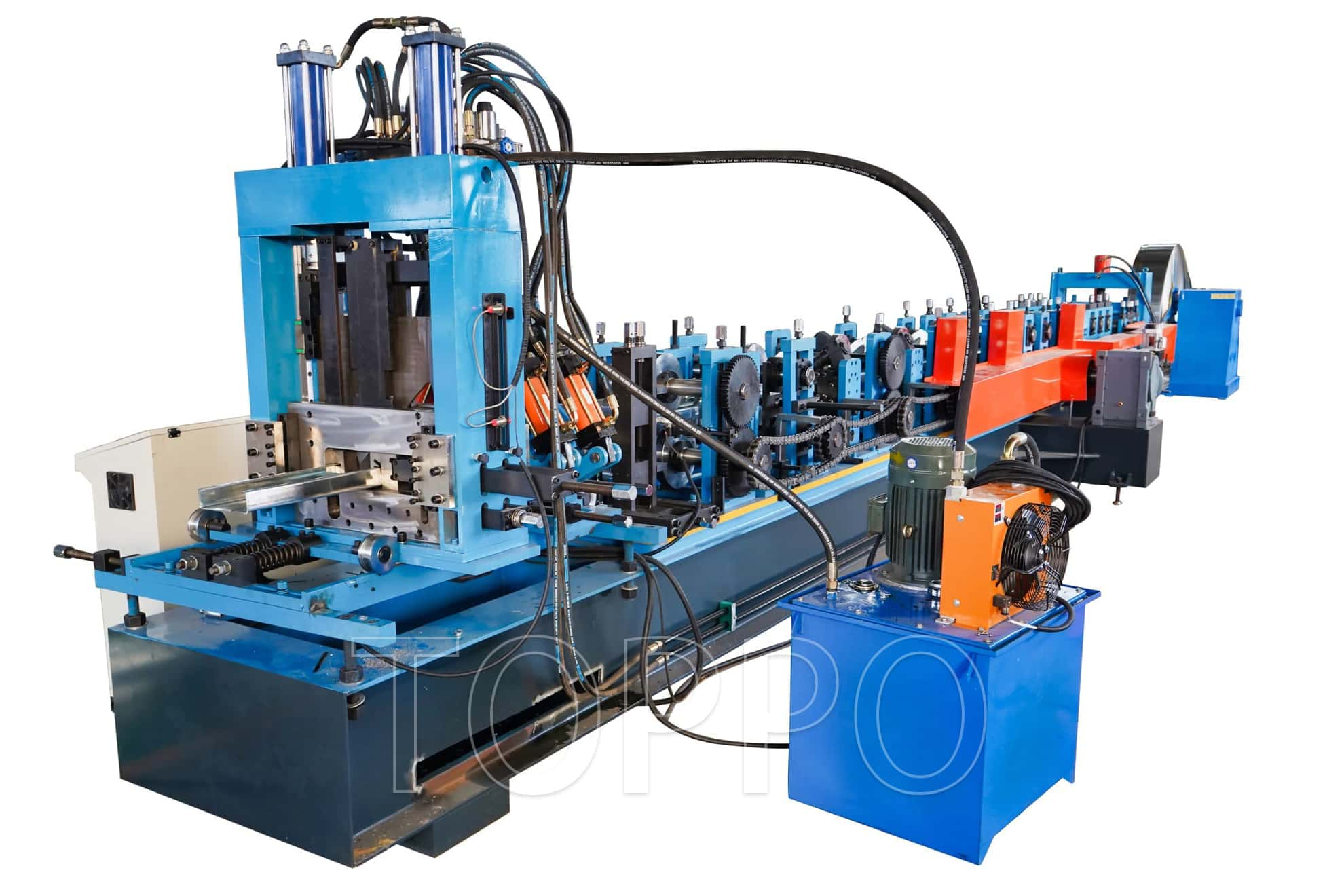
In many roofing sheet manufacturing operations, quality control ends when the product leaves the factory. However, some of the most valuable insights into machine performance come not from the production floor, but from the installation site. For manufacturers using an Auto PLC c z steel purlin roll forming machine, installation feedback provides a powerful tool for identifying hidden setup flaws, improving consistency, and reducing costly rework.
This article explains how installation feedback can be systematically collected and translated into equipment setup improvements that directly reduce roofing sheet rework and material waste.
1. Why Installation Feedback Matters More Than Final Inspection
Final inspection focuses mainly on visual appearance and basic dimensional checks. Installation reveals deeper issues.
Common installation-stage problems:
Hole misalignment during bolting
Profile deviation causing poor fit
Length accumulation errors across multiple sheets
These issues often originate from subtle setup errors in the forming line or roof panel making machine, rather than obvious defects.
2. Translating Installation Issues into Machine Parameters
To be useful, installation feedback must be converted into measurable machine adjustments.
Examples:
Repeated hole alignment complaints → punching delay recalibration
Difficult panel overlap → roller gap fine-tuning
On-site trimming requirements → cut-length compensation adjustment
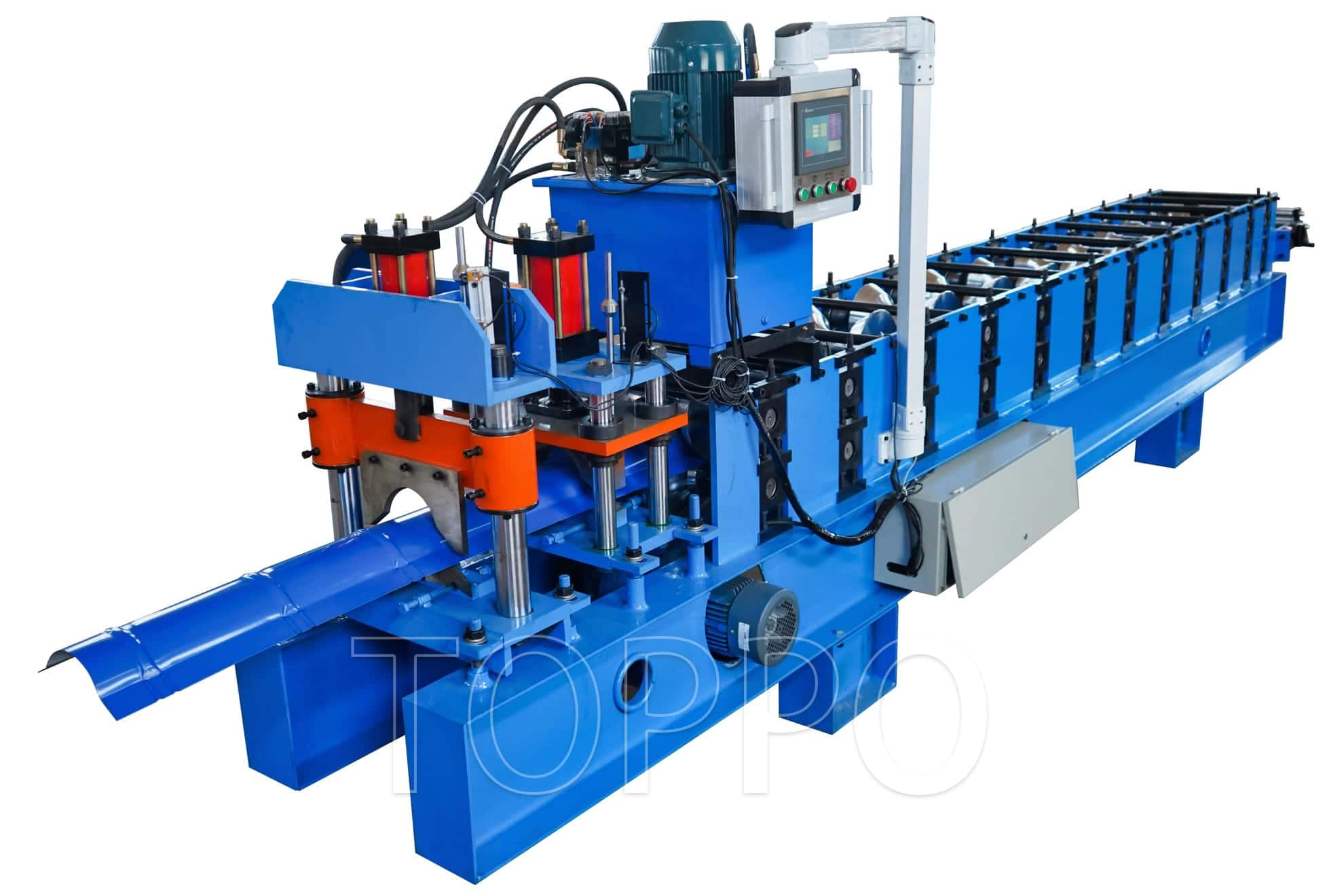
An Auto PLC c z steel purlin roll forming machine allows these corrections to be stored as profile-specific parameter sets.
3. Reducing Rework Through Punching Accuracy Improvement
Punching accuracy has a direct impact on installation efficiency.
Improvement steps:
Collect hole deviation data from installers
Compare on-site measurements with PLC encoder data
Adjust punching synchronization and test repeatability
Real-world case: A steel structure contractor reduced installation time by 18% after the manufacturer adjusted punching timing based on site feedback.
4. Profile Fit and Roll Forming Consistency
Installers often notice fit problems before factory inspectors do.
Typical complaints:
Panels requiring force to align
Inconsistent overlap widths
Uneven bearing on support structures
These problems usually indicate forming pressure imbalance in the c z steel purlin roll forming machine.
Corrective actions:
Rebalance roller pressure
Verify forming pass geometry
Inspect roller wear patterns
5. Length Accuracy and Accumulation Errors
Small length errors accumulate rapidly during installation.
Corrective strategy:
Measure accumulated error over multiple panels
Adjust cut-length compensation values
Validate accuracy under full-speed conditions
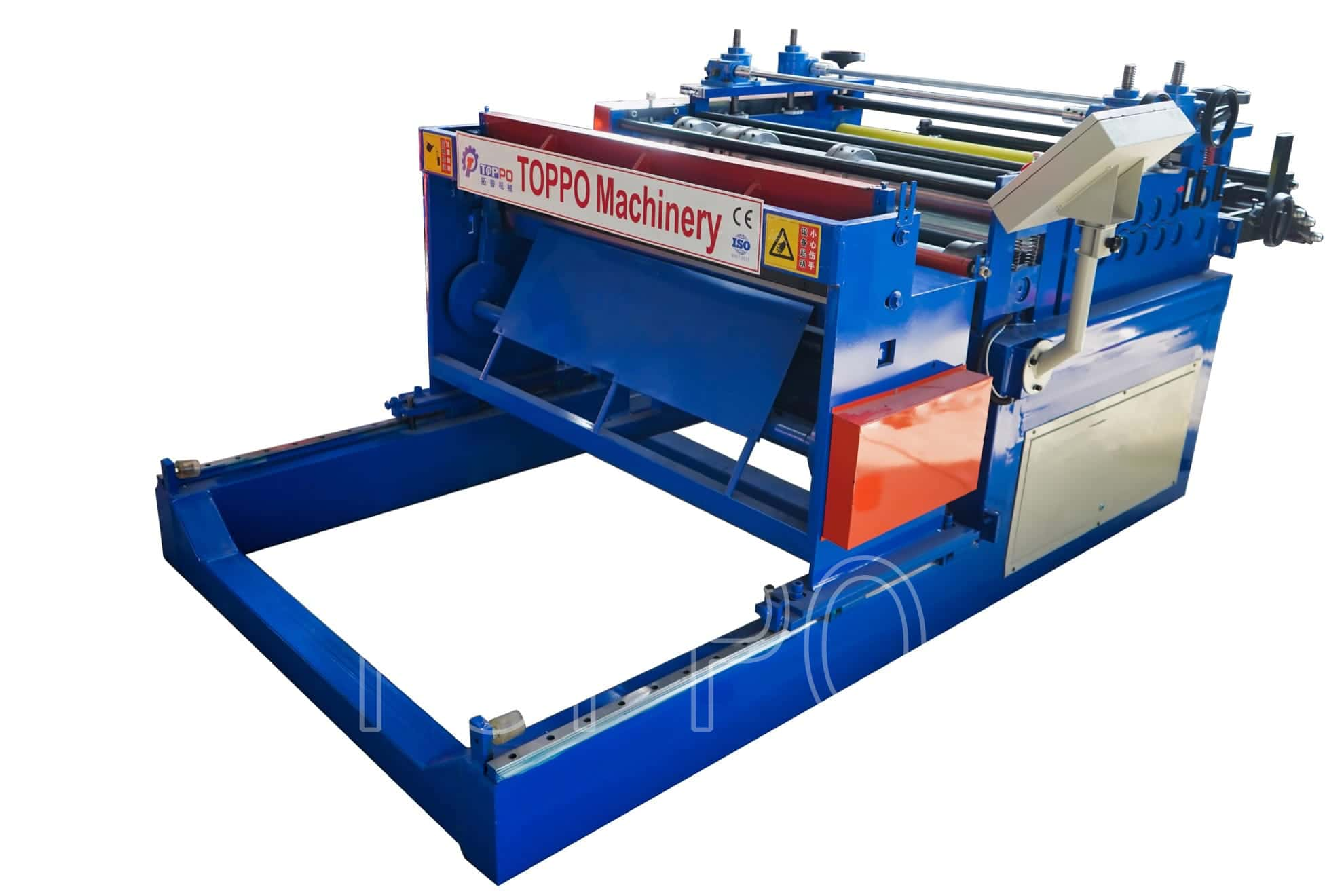
On a roof panel making machine, improving length accuracy reduces on-site cutting and material waste.
6. Using Data Logging to Close the Feedback Loop
Modern PLC systems allow detailed data logging.
Recommended data points:
By correlating these parameters with installation feedback, manufacturers can identify patterns that visual inspection alone cannot reveal.
7. Standardizing Feedback-Driven Improvements
Improvements should not rely on memory or individual experience.
Best practices:
Create a feedback-to-adjustment checklist
Update setup documentation after each project
Train operators using real installation cases
Factories that institutionalize feedback loops achieve long-term quality stability.
8. Long-Term Benefits of Installation-Based Optimization
The benefits extend beyond reduced rework.
Measured results from optimized lines:
Lower scrap rates
Faster installation times
Reduced customer complaints
Stronger long-term partnerships
These advantages are especially valuable in competitive markets where reliability matters as much as price.
Conclusion
Installation feedback is one of the most underutilized resources in roofing sheet manufacturing. When systematically applied, it becomes a powerful driver of continuous improvement. By closing the loop between installation and production, manufacturers can fully unlock the capabilities of an Auto PLC c z steel purlin roll forming machine, delivering products that perform reliably not only in the factory, but on the construction site as well.
READ MORE: