Changeover-Efficiency Execution Guide with Real Factory Cases for Double Layer Roofing Sheet Roll Forming Machines
In metal roofing production, frequent order changes often create hidden losses through downtime, misalignment, and scrap. The double layer roofing sheet roll forming machine is designed to support fast profile switching, but without structured execution, changeover efficiency remains low. This article provides a changeover-efficiency focused guide that explains concrete implementation steps, operating precautions, common mistakes, and real factory cases.
Implementation Steps That Enable Fast Changeover
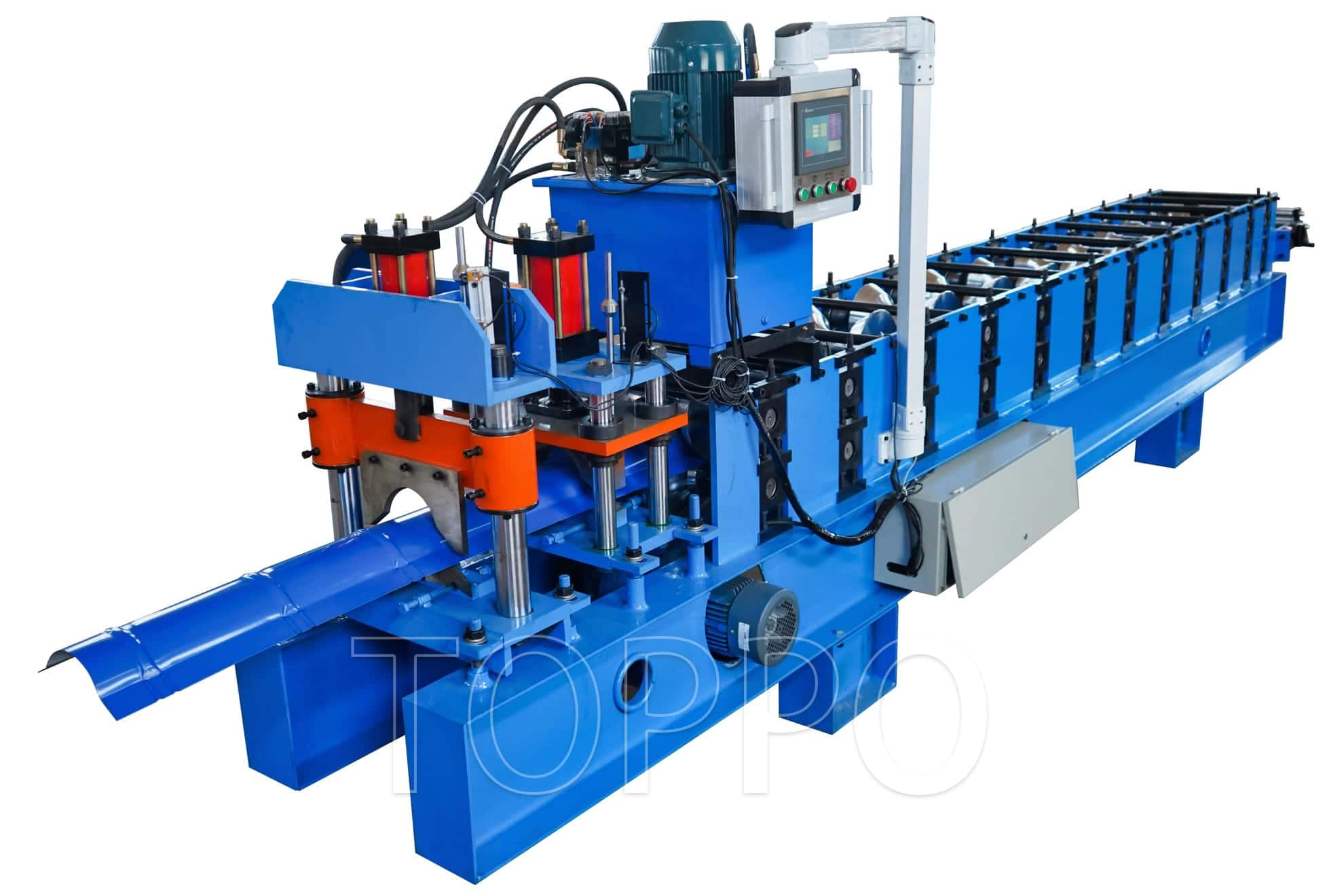
The first step is precise installation and baseline alignment. The machine must be installed on a reinforced concrete foundation with accurate leveling. In many factories, long changeover times were traced back to alignment deviations that required repeated adjustment. Before startup, technicians should verify roller alignment, shaft concentricity, and fastening security.
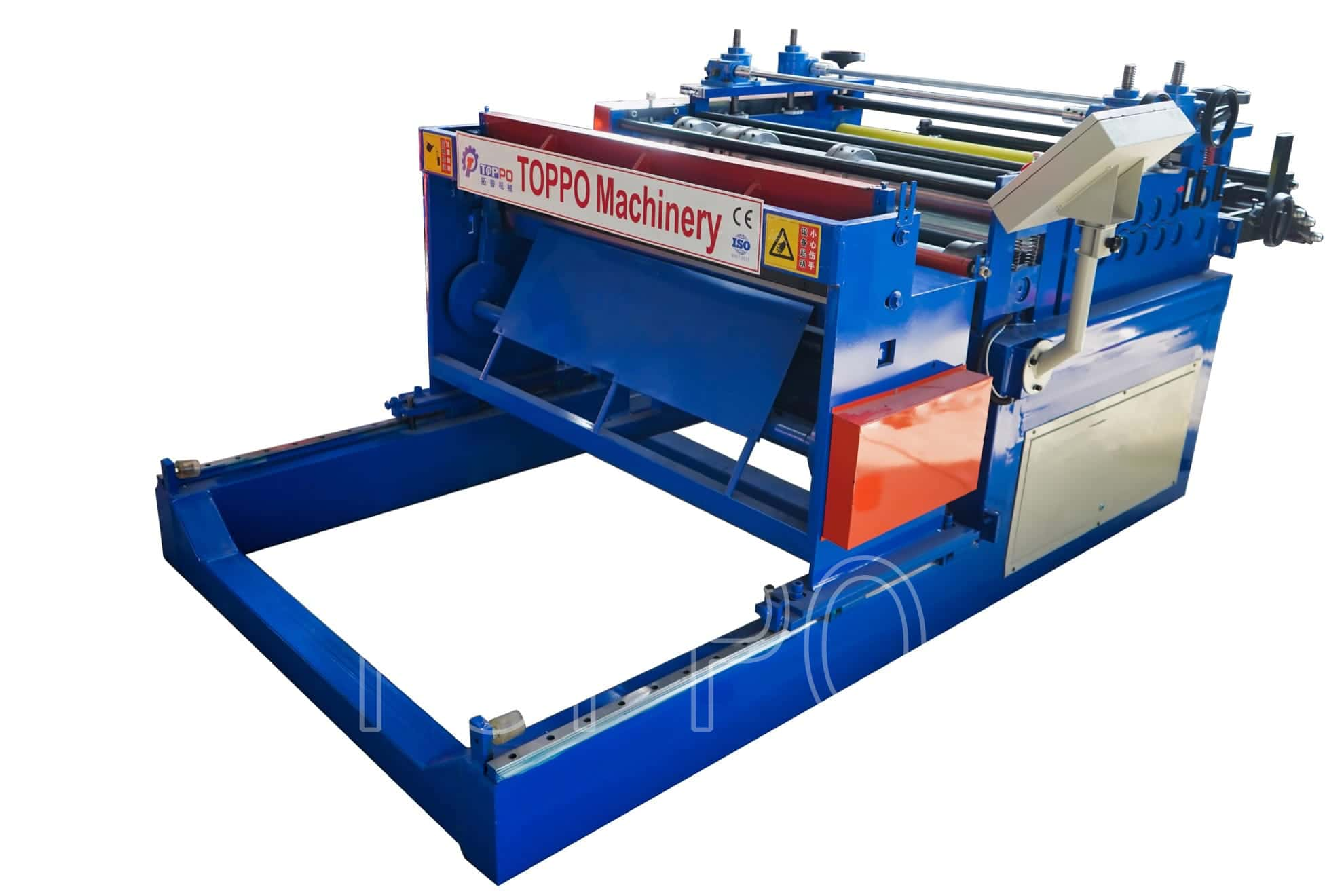
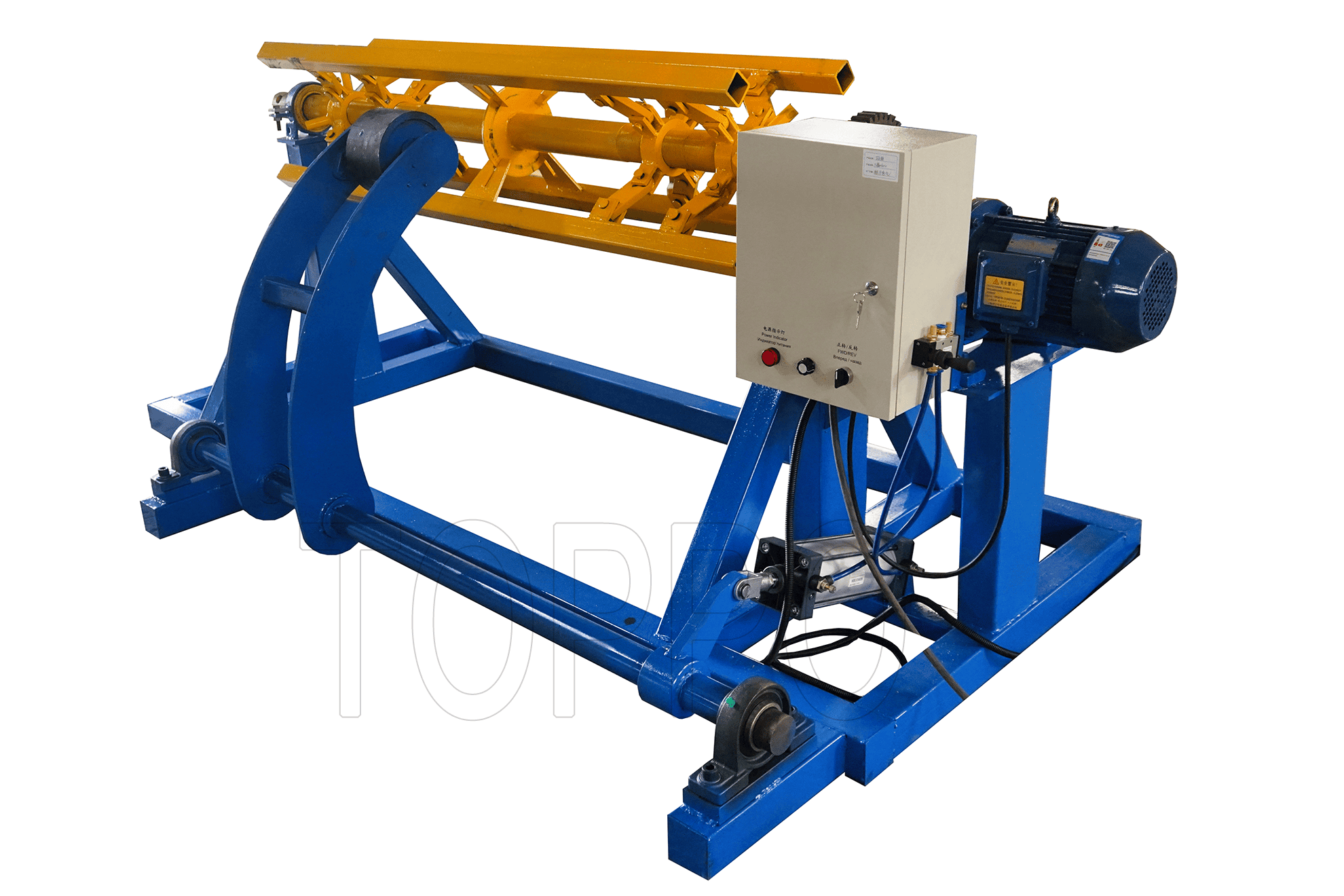
Material preparation is equally critical. Steel coils must meet defined thickness and strength standards to avoid repeated parameter adjustment. When commissioning a roof panel making machine, experienced operators always inspect coating quality, edge straightness, and thickness tolerance before feeding material.
Key Operating Precautions During Profile Changeover
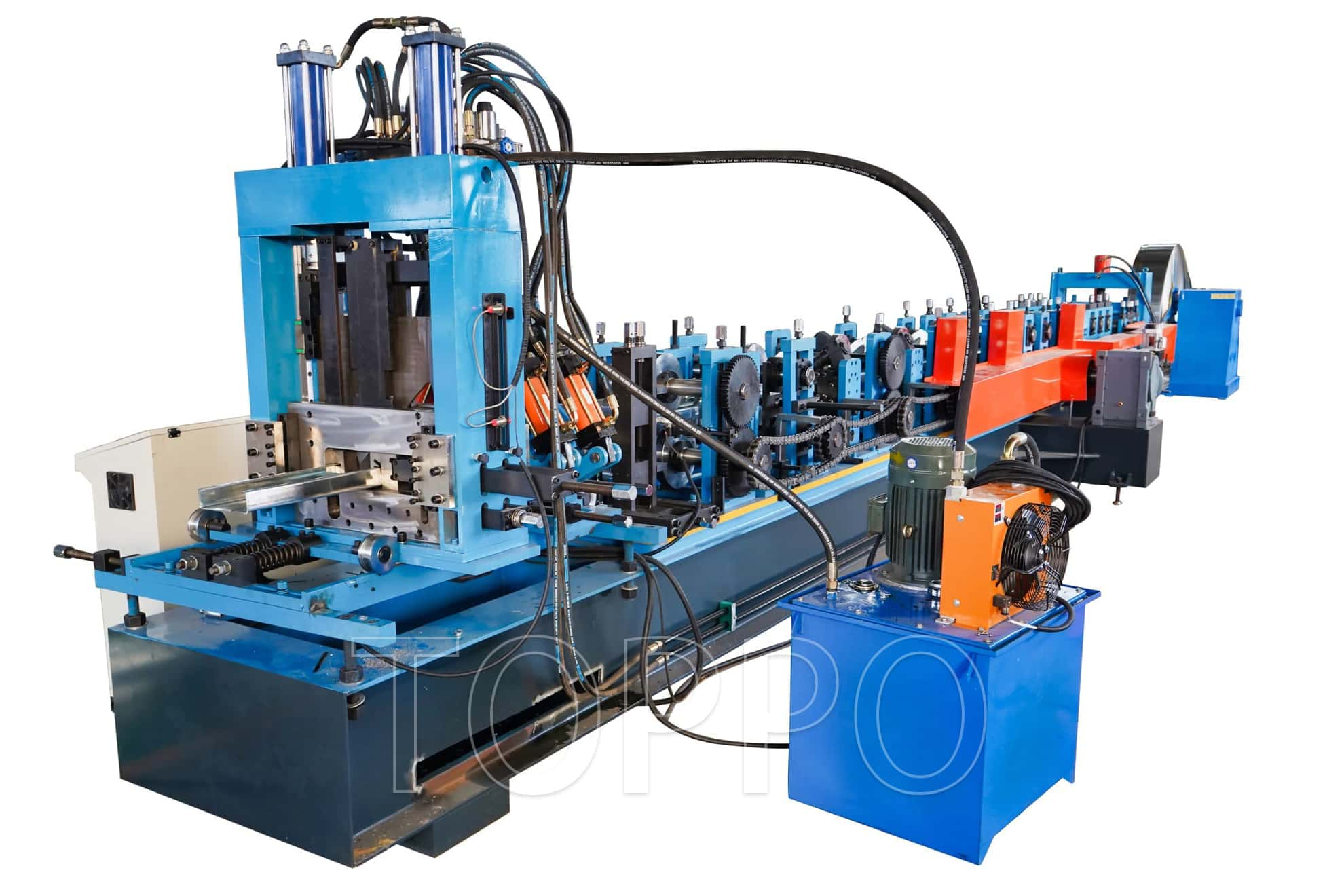
Speed regulation is a decisive factor during changeover. A double layer roll forming machine allows two profiles on one line, but operators must reduce speed when switching layers. Sudden acceleration frequently leads to cutting deviation and unstable forming accuracy.
Parameter records should be standardized. Cutting length, forming speed, and pressure settings must be documented for each profile. Factories that apply parameter standardization achieve faster and more reliable changeovers.
Common Mistakes That Slow Down Changeover
Improper layer locking is one of the most frequent execution errors. Operators sometimes fail to fully secure the inactive layer, causing vibration or roller interference. This issue commonly appears during early operation of a double layer roofing sheet roll forming machine and significantly increases changeover time.
Another common mistake is skipping cutting system recalibration. Each roofing profile requires specific cutting parameters, and neglecting recalibration often leads to trial-and-error adjustments.
Real Factory Changeover Case
A manufacturer supplying mixed residential and industrial roofing projects replaced two single-profile lines with one double layer roll forming machine. Initial changeover time exceeded expectations due to weak operating discipline. After implementing standardized changeover checklists and retraining operators, average changeover time was reduced by over 50%. When integrated with a roof panel making machine, the factory gained significant flexibility in order scheduling.
Practical Conclusions
Efficient changeover depends on precise installation, disciplined execution, and standardized parameters. Real factory experience confirms that a double layer roofing sheet roll forming machine delivers maximum flexibility only when supported by trained operators and structured changeover procedures.
READ MORE: