Factory-Level Execution Strategy for Double Layer Roofing Sheet Roll Forming Production
The double layer roofing sheet roll forming machine is an effective production solution for manufacturers who need to handle multiple roofing profiles while controlling equipment investment and factory space. Although the equipment structure is technically mature, many production issues arise from improper execution rather than mechanical defects. This article focuses on practical implementation steps, key precautions, common mistakes, and real factory cases, providing actionable guidance for stable production.
Pre-Implementation Assessment and Production Planning
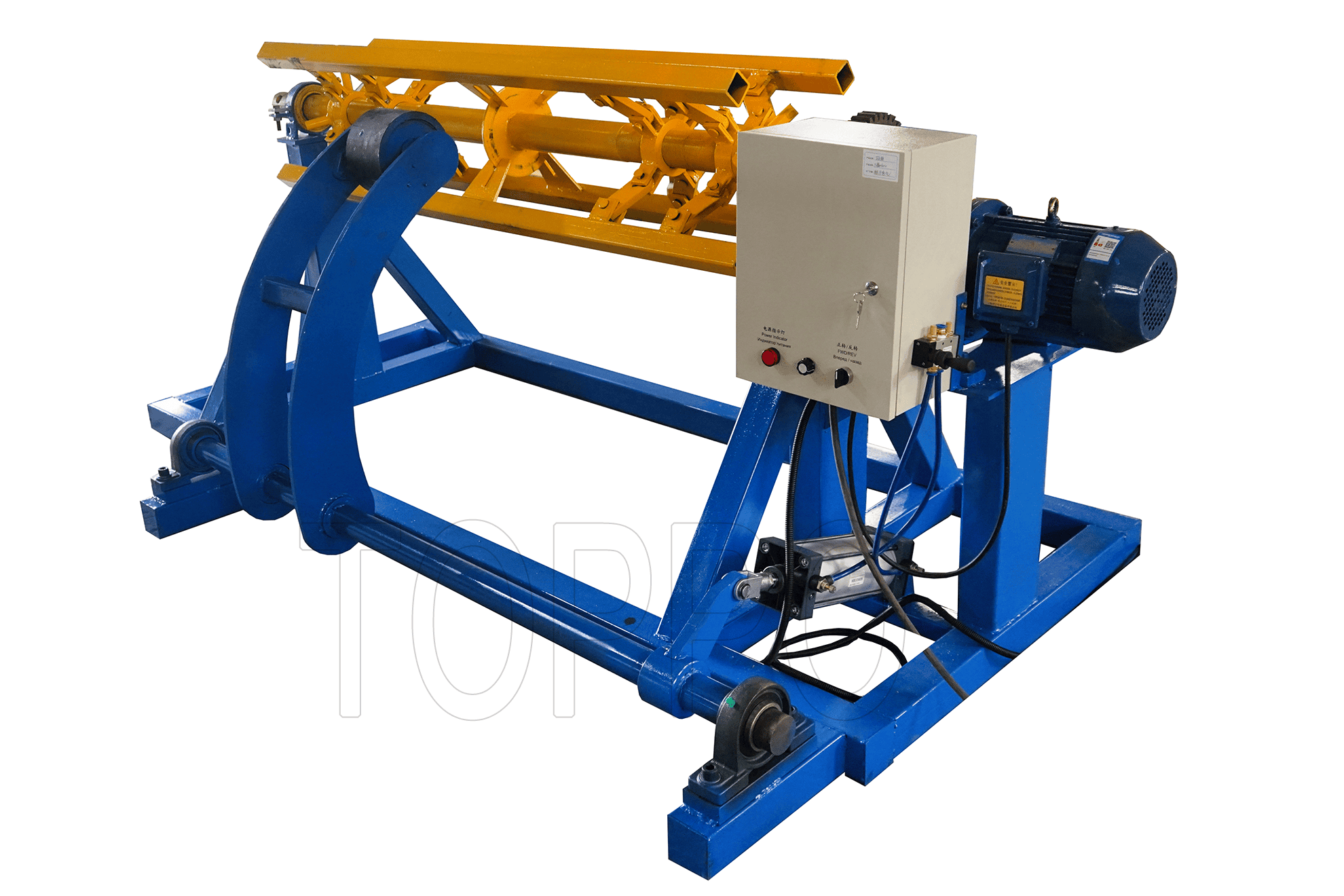
Before installing a double layer roofing sheet roll forming machine, manufacturers should conduct a detailed evaluation of workshop conditions. Floor flatness, foundation load capacity, electrical stability, and hydraulic system performance must all meet operational requirements. A frequent oversight is failing to plan material flow routes, which later leads to inefficiency during coil loading and panel stacking.
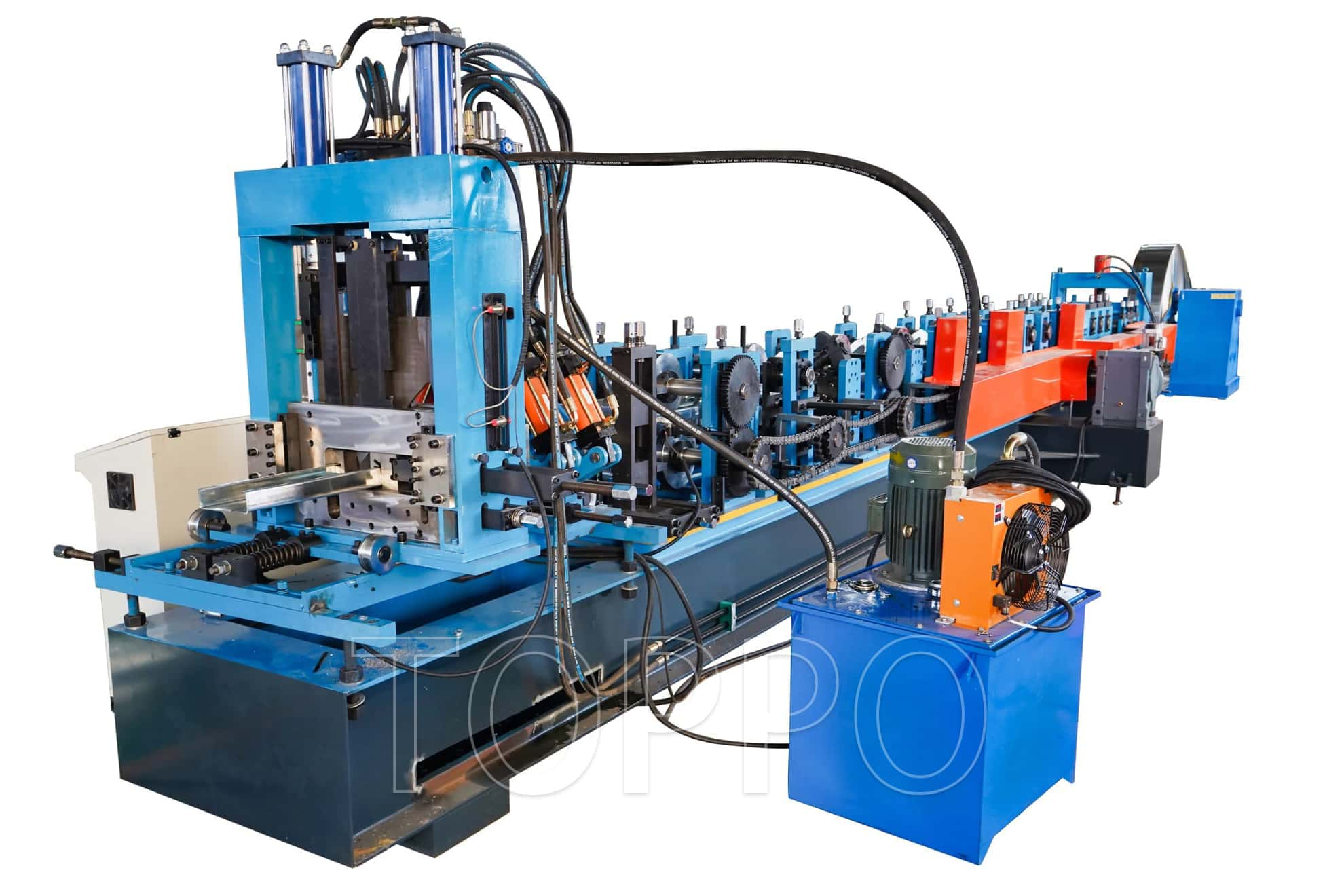
In most factories, this equipment functions as the core of a complete roof panel making machine system, integrating decoiling, feeding, forming, cutting, and stacking processes. Effective coordination between these sections is essential for continuous output.
Concrete Implementation Steps
1. Installation and Precision Leveling
Accurate leveling of the machine base is the foundation of forming accuracy. Even minor alignment deviations can result in uneven roller pressure, causing profile deformation and accelerated wear. Attempting to shorten installation time by skipping this step often creates long-term quality instability.
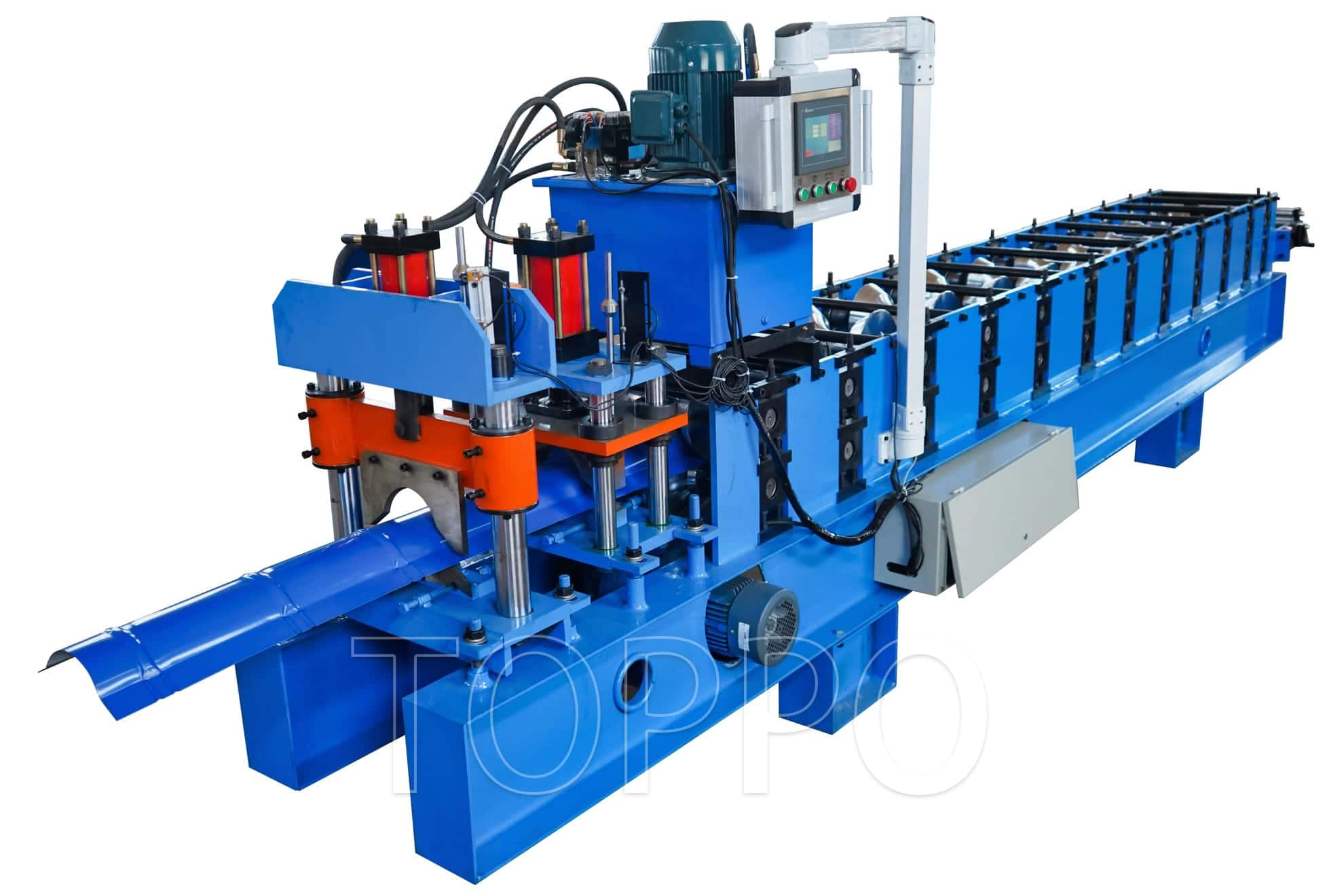
2. Control System Configuration
During the initial setup of a double layer roll forming machine, forming speed, cutting length, and layer switching logic should be configured conservatively. The inactive forming layer must be fully disengaged and mechanically locked to prevent vibration or surface damage. Dry testing without material is strongly recommended.
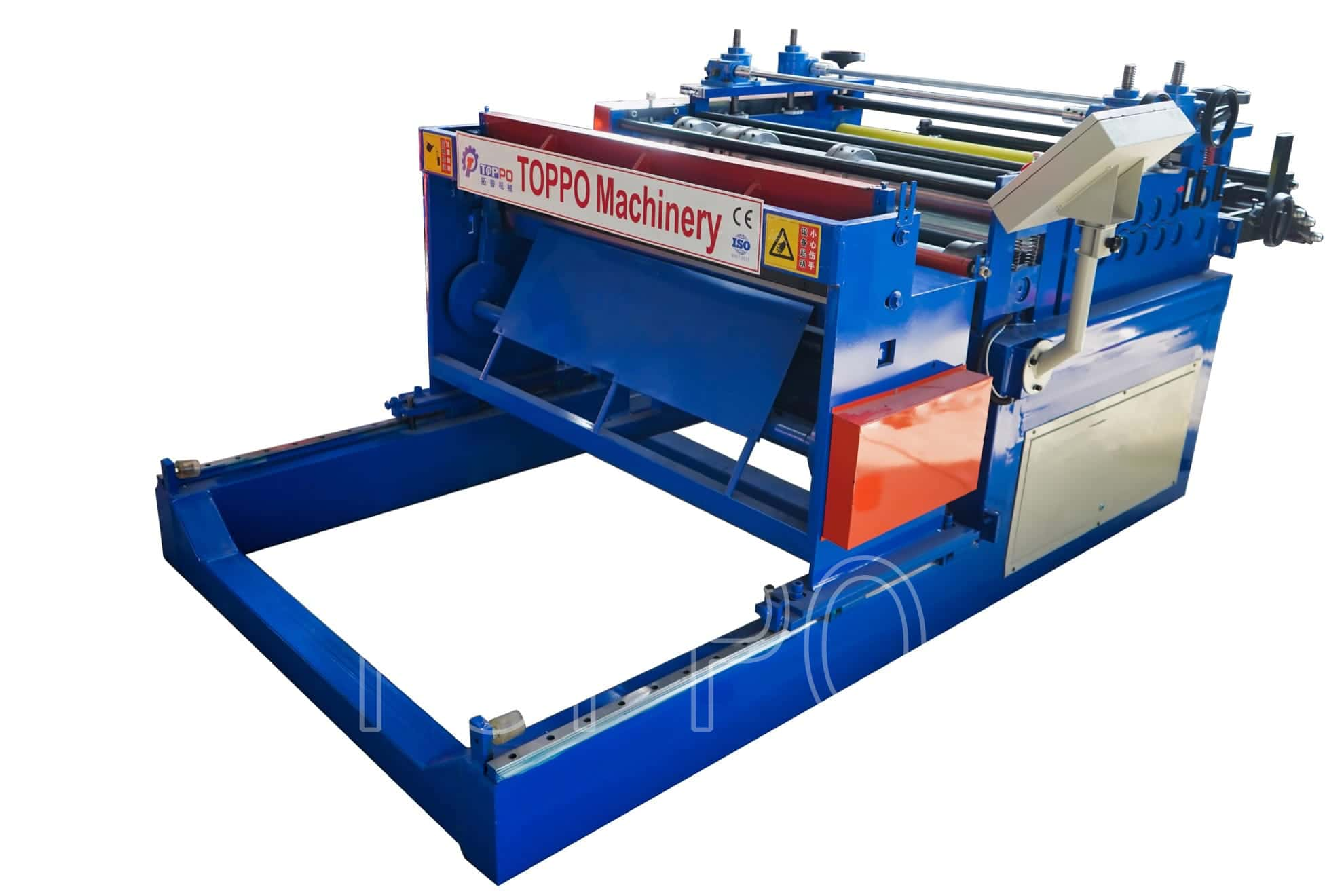
3. Trial Production and Parameter Optimization
Trial runs should be carried out using actual production materials at gradually increasing speeds. Operators must carefully observe profile geometry, surface finish, and cutting accuracy. Adjustments made during this stage directly determine long-term production stability.
Key Operational Precautions
Maintain consistent coil feeding alignment.
Inspect rollers, bearings, and fasteners regularly.
Monitor hydraulic pressure and cutting blade condition.
These precautions help ensure reliable performance of a double layer roll forming machine during continuous operation.
Common Mistakes and Corrective Actions
One common mistake is changing material thickness without recalibrating roller gaps. Another is allowing untrained operators to switch profiles. These issues often result in surface defects, dimensional deviation, and increased scrap rates.
Real Factory Application Case
A Middle East roofing manufacturer consolidated two older production lines into one modern double-layer system. By integrating it into their existing roof panel making machine workflow, they reduced equipment footprint while maintaining output capacity. Early production issues such as profile asymmetry were resolved through improved calibration procedures and standardized operating guidelines.
Maintenance and Long-Term Production Stability
Preventive maintenance is critical for consistent output. Daily cleaning, weekly inspections, and scheduled calibration help extend equipment lifespan and maintain stable product quality. Factories that adopt structured maintenance routines experience fewer breakdowns and more predictable production schedules.
Conclusion
Reliable factory production using a double layer roofing sheet roll forming machine depends on disciplined execution, strong operational control, and continuous operator training. Manufacturers who follow a factory-level execution strategy can achieve higher efficiency, stable quality, and sustainable long-term performance.
Tags: Roofing roll forming production, metal panel manufacturing, industrial execution strategy
READ MORE: