- Trapezoidal Machine
- Corrugated Machine
- Glazed Tile Machine
- Double Layer Machine
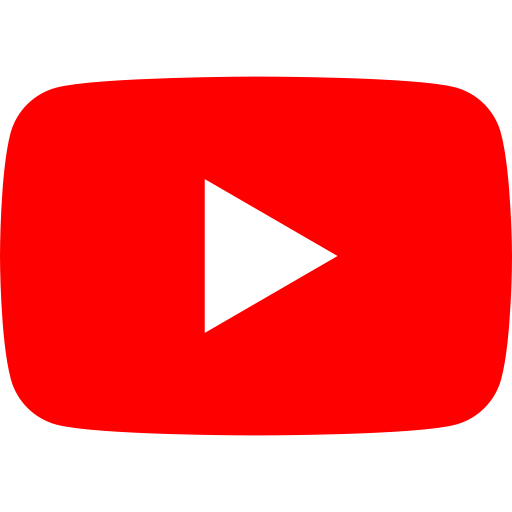
- CZU Purlin Machine
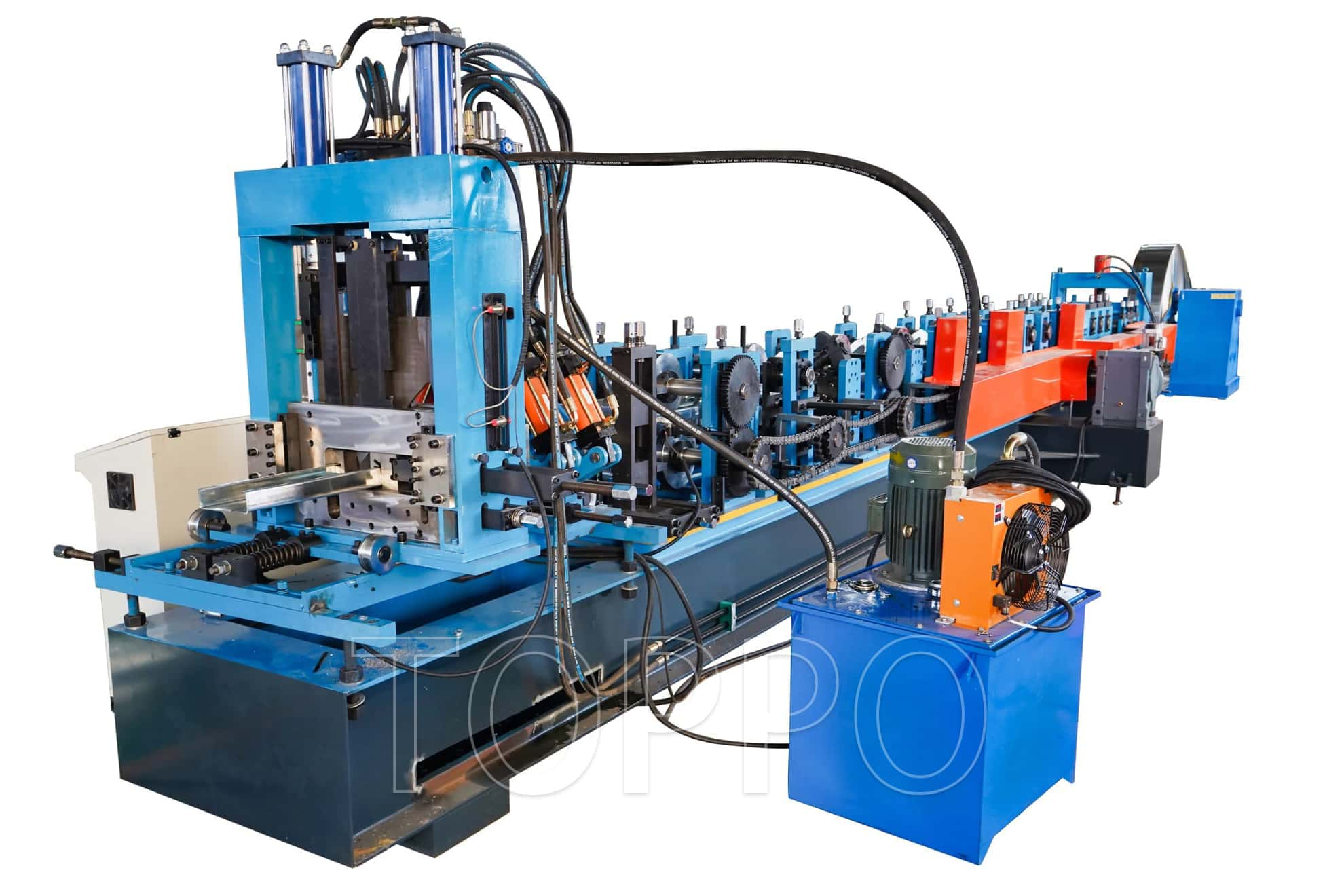
- Ridge Cap Machine
- Floor Decking Machine
- Rolling Door Machine
- Fence Machine
- Embossing Machine
- Standing Seam Machine
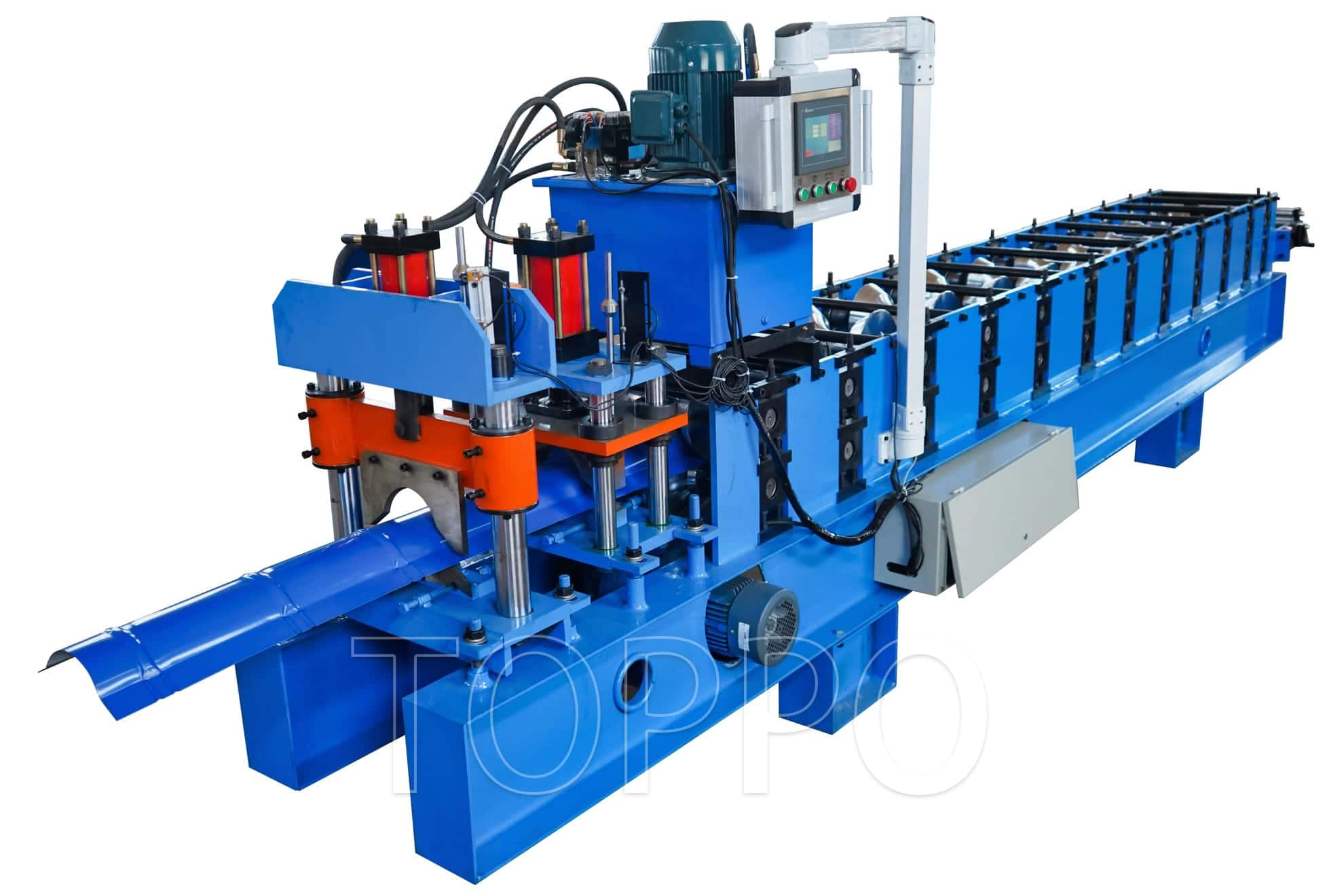
- Cut To Length And Slitting Line
- Guard Rail Machine
- Decoiler And Stacker
- Stud And Track Machine
- Gutter And DownPipe
- Curving Machine
- Cladding Panel Machine
- Corollary Equipment











7 Procurement Mistakes Roofing Sheet Manufacturers Should Avoid Before Ordering New Equipment
Ordering new production equipment is a defining moment for any roofing sheet manufacturer. The machine selected today can shape product quality, operating stability, labor efficiency, spare-parts dependence, maintenance cost, and customer satisfaction for years. Yet many companies still approach this decision too narrowly, focusing on quotation, delivery time, or headline speed while giving less attention to the conditions that determine whether the line will perform well after installation. A roofing sheet making machine should not be judged as a standalone purchase. It should be evaluated as part of a wider production system that includes material behavior, operator skill, maintenance support, downstream handling, and future business direction.
That evaluation becomes even more demanding when coated products are part of the plan. Painted materials raise the technical standard because the machine must preserve both geometry and appearance. A true Color Coated sheet machine must control strip guidance, roller contact, cutting transitions, and receiving stability carefully enough to avoid visible damage. A PrePainted Color Coated Sheet metal cold roofing sheet making machine requires even tighter discipline because prepainted surfaces can show quality problems immediately. Many expensive procurement mistakes happen because manufacturers treat coated production as only a small variation of ordinary forming.
1. Ordering before defining the actual production objective
The first major mistake is beginning the supplier search before the factory has clearly defined what success looks like. Buyers should identify target profiles, thickness range, material width, coating type, expected speed, output per shift, changeover requirements, and acceptable tolerances. If these parameters are unclear, supplier quotations may look comparable while actually describing very different machine standards.
Implementation step: prepare a detailed production brief and use it as the fixed basis for every supplier discussion. Include downstream handling expectations and the actual quality level required by your customers.
Caution: a roofing sheet making machine bought from undefined objectives often creates either underperformance or unnecessary cost because the line is mismatched to the real business need.
2. Assuming coated materials require no special machine logic
Another common error is assuming that any roll forming line can process coated material without meaningful adaptation. That assumption is risky. Painted and prefinished steel are more sensitive to scratches, pressure marks, contamination, and unstable alignment than ordinary sheet. Weaknesses in entry guiding, roller finish, cutting transition, or stack handling can quickly turn finished panels into reject material.
Implementation step: ask the supplier how its Color Coated sheet machine protects coated surfaces at every contact point, from coil entry to finished-sheet receiving.
Caution: if your product mix includes higher-grade painted sheets, validate the machine specifically as a PrePainted Color Coated Sheet metal cold roofing sheet making machine under realistic material and speed conditions.
3. Mistaking top speed for real production capacity
Peak speed is easy to market and easy to misunderstand. Real production capacity depends on stable tracking, synchronized cutting, smooth stacking, manageable maintenance, and acceptable defect rates over long runs. A line can achieve an impressive speed figure during a short demonstration and still perform poorly during actual shift-based operation.
Implementation step: request information on stable commercial output and how the supplier supports full-line coordination rather than only forming speed.
Caution: a roofing sheet making machine should be evaluated by sellable output over time, not by isolated peak figures that do not reflect real factory conditions.
4. Ignoring workshop verification and component evidence
Some manufacturers buy based on brochures, diagrams, or sales conversations without looking at the supplier’s workshop reality. Yet roller processing, shaft accuracy, frame rigidity, hydraulic behavior, and electrical integration all affect the machine’s true working life. If these fundamentals are weak, the problem may only become visible after installation.
Implementation step: ask for workshop evidence such as machining details, inspection records, trial videos, or remote/live inspection opportunities. For a Color Coated sheet machine, check roller finish and surface-contact parts carefully.
Caution: attractive appearance is not reliable proof of engineering quality. Critical part control matters much more than presentation.
5. Underestimating commissioning and standard-setting
Many factories assume that once the machine arrives, production will stabilize naturally. In reality, commissioning is where machine potential is either realized or wasted. Operators need clear setup guidance, dimensional baselines, cleaning rules, defect response logic, and shift handover discipline. Without those elements, even a capable line can spend months operating below standard.
Implementation step: require a commissioning scope before purchase that covers no-load tests, material trials, acceptance conditions, operator instruction, and baseline parameter records.
Caution: a PrePainted Color Coated Sheet metal cold roofing sheet making machine is highly sensitive during startup because finished surfaces reveal improper adjustment immediately.
6. Treating after-sales support as a secondary issue
Many buying teams focus intensely on the moment of purchase and far too little on what happens after production begins. Spare-parts lead times, remote troubleshooting, service responsiveness, document clarity, and upgrade advice all affect uptime. Weak after-sales support often turns small technical issues into repeated production losses.
Implementation step: compare suppliers on support channels, spare-parts planning, technical documentation, and real service accountability after acceptance.
Caution: even a technically strong roofing sheet making machine can become a liability if support is slow, unclear, or fragmented.
7. Buying with no view of future product strategy
The final major mistake is selecting a machine only for current demand while ignoring how the product mix may evolve. Many roofing manufacturers later expand into new profiles, higher-speed output, or premium coated segments. A machine that cannot adapt, or a supplier that cannot support growth, may limit the factory much sooner than expected.
Implementation step: assess whether the machine design, documentation, control system, and supplier relationship can support future upgrades, profile additions, and line standardization.
Caution: a Color Coated sheet machine that fits today’s simple orders may become a bottleneck if future business requires stronger appearance control or greater flexibility.
How manufacturers reduce procurement risk
The strongest manufacturers reduce procurement risk by treating equipment buying as a structured technical process. They define the production objective clearly, validate coated-material needs, compare commercial output rather than advertised speed, inspect workshop quality, demand commissioning discipline, confirm service support, and think ahead to future product expansion. That is the difference between buying a machine and buying dependable manufacturing capacity.
In practical terms, this means evaluating a roofing sheet making machine by operating value instead of headline cost. It means testing whether a Color Coated sheet machine is truly built for appearance-sensitive production. It also means confirming that a PrePainted Color Coated Sheet metal cold roofing sheet making machine can deliver stable results with real painted coils and realistic throughput expectations. Manufacturers that avoid these seven mistakes usually protect their margins more effectively and build stronger long-term production systems.
READ MORE:
7 Buying Errors That Create Long-Term Problems for Roofing Sheet Manufacturers
7 Machine Buying Mistakes Roofing Sheet Manufacturers Can No Longer Afford to Make
What Roofing Sheet Manufacturers Should Never Overlook When Buying New Machines
7 Costly Mistakes Roofing Sheet Manufacturers Make When Buying Production Machines