8 Critical Equipment Configuration Details That Determine Roofing Sheet Quality in Industrial Production
In modern metal building systems, roofing sheet quality is not determined by raw material alone. The real differentiator lies in how the production equipment is configured, adjusted, and operated. Especially when working with advanced systems such as an Auto PLC c z steel purlin roll forming machine, even small setup errors can lead to serious quality defects, material waste, or long-term structural risks.
This article breaks down eight key equipment configuration details that directly impact roofing sheet quality, with practical implementation steps, common mistakes, and real-world operational examples. Whether you operate a roof panel making machine in a small workshop or manage a full-scale production line, these insights will help you avoid costly errors.
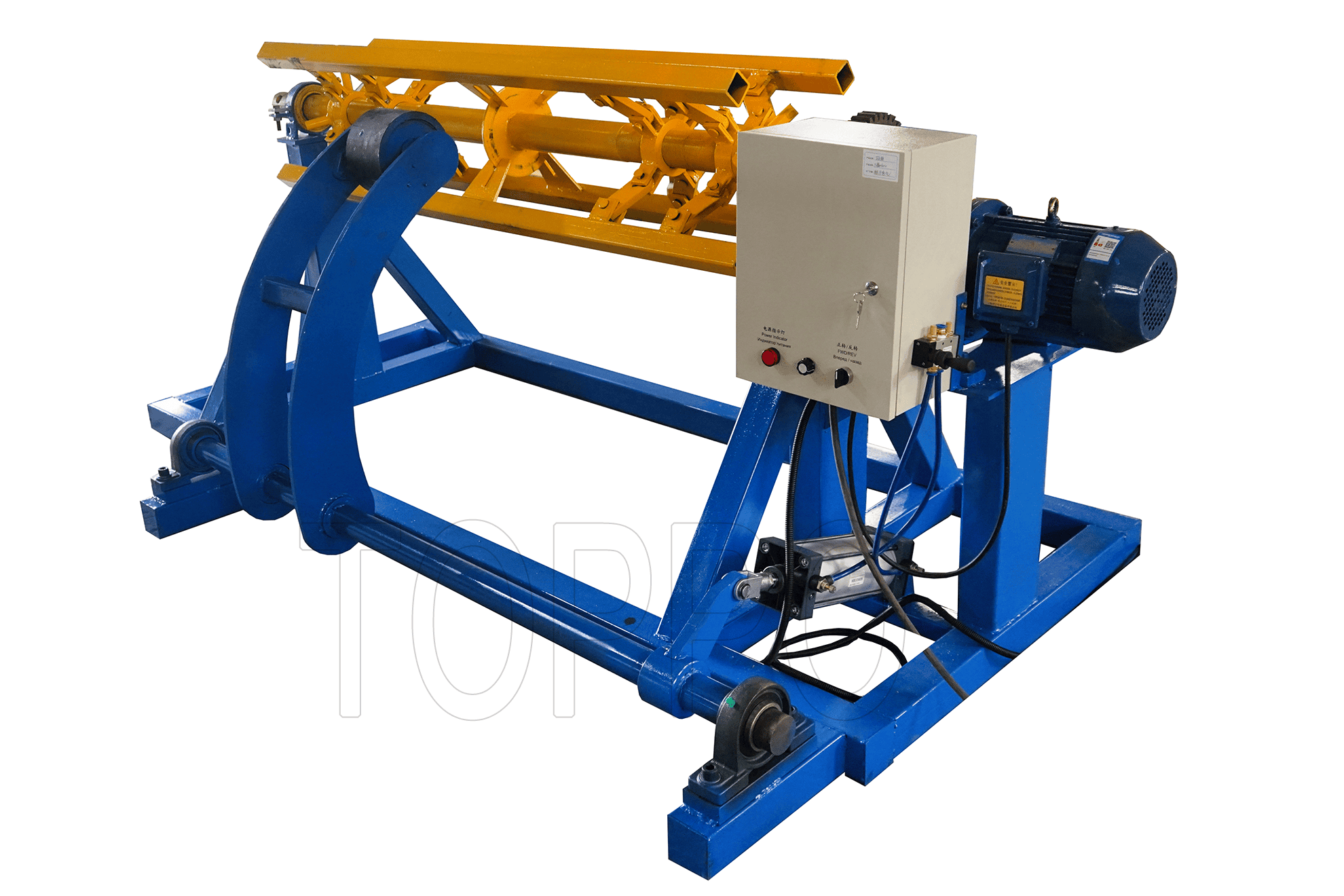
1. Decoiler Tension Control Setup
Proper decoiler tension is the first step toward stable forming. Too much tension stretches the steel strip, while insufficient tension causes waviness and feeding instability.
Implementation steps:
Match decoiler brake force with coil thickness and width
Test feeding speed before engaging forming rollers
Use trial runs with scrap material
Common mistakes: Ignoring coil inner diameter variations and using fixed tension settings for different materials.
Case example: A manufacturer producing roof sheets on a roof panel making machine experienced edge cracking due to excessive decoiler tension on thinner galvanized coils.
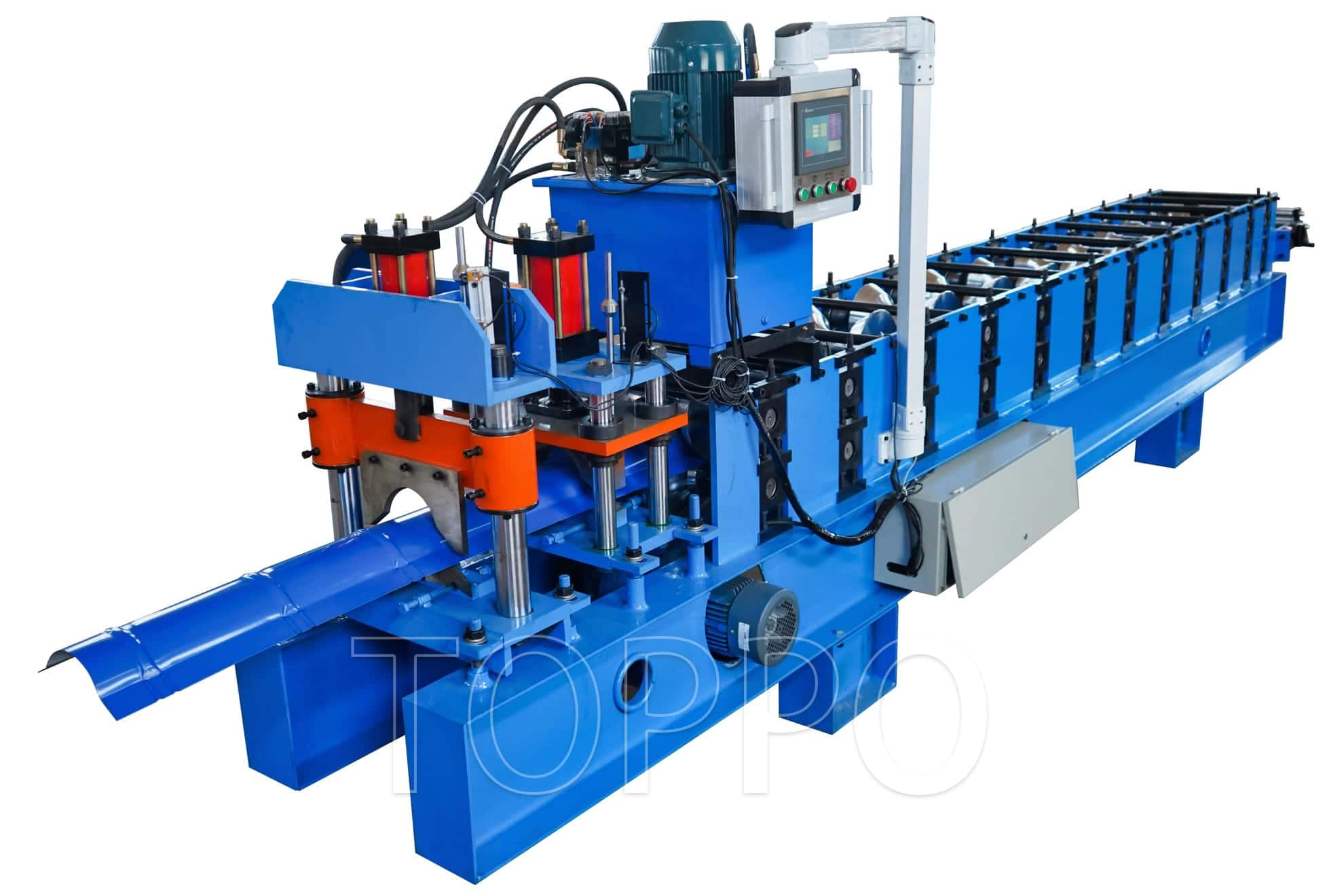
2. Roller Alignment Precision
Roller alignment directly affects profile accuracy and surface finish. Even a 0.1 mm deviation can accumulate across forming stations.
Implementation steps:
Use laser alignment tools during installation
Check horizontal and vertical alignment after every roller change
Re-tighten bearing blocks evenly
3. Forming Pass Design Consistency
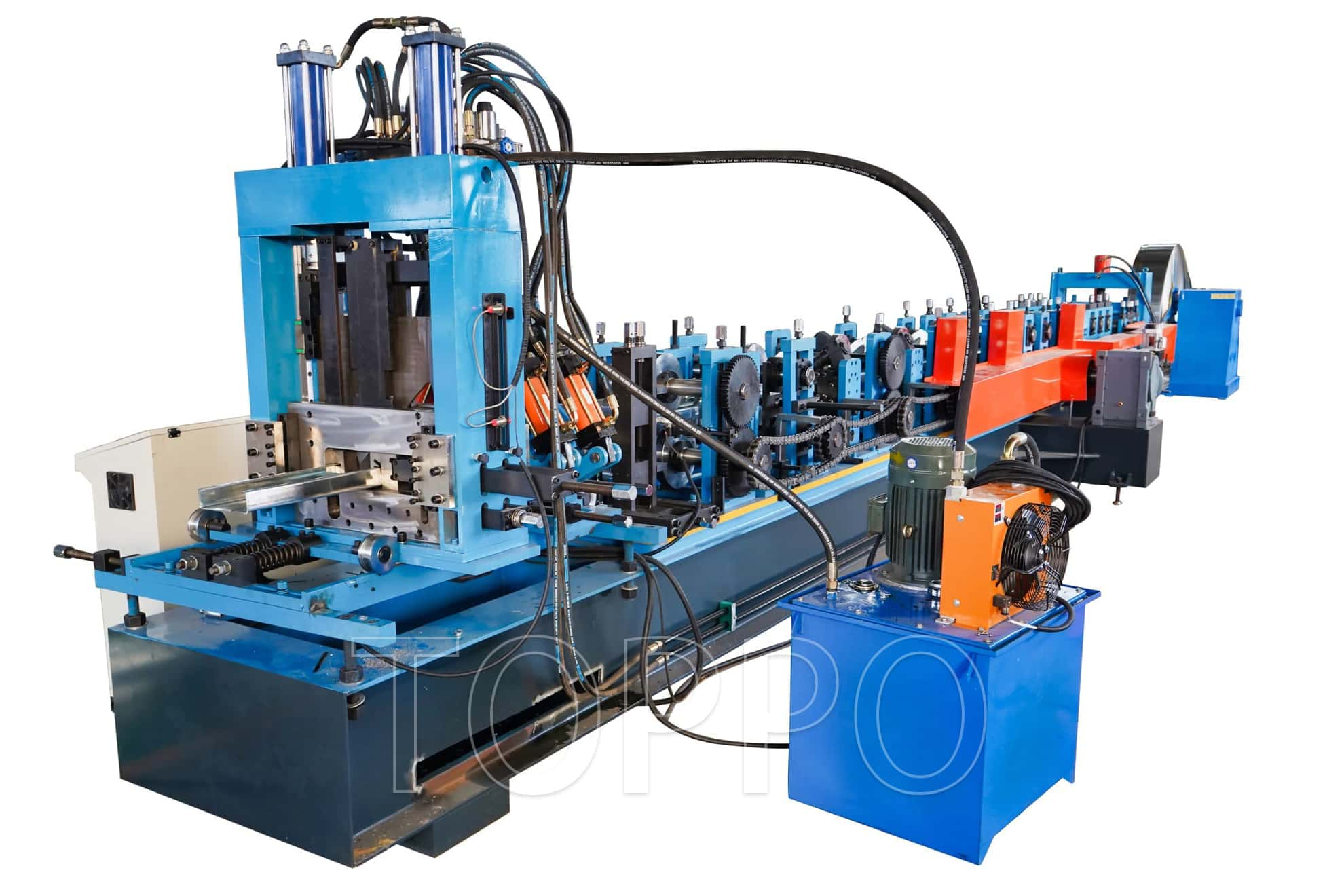
The number of forming passes and the angle progression must be consistent with the profile design of the c z steel purlin roll forming machine.
4. PLC Parameter Configuration
An Auto PLC c z steel purlin roll forming machine relies heavily on software parameters for speed, length accuracy, and synchronization.
5. Punching Unit Synchronization
Punching accuracy impacts installation efficiency on-site and structural assembly speed.
6. Hydraulic System Stability
Hydraulic systems power cutting, punching, and sometimes forming adjustments. Oil temperature and pressure stability are critical.
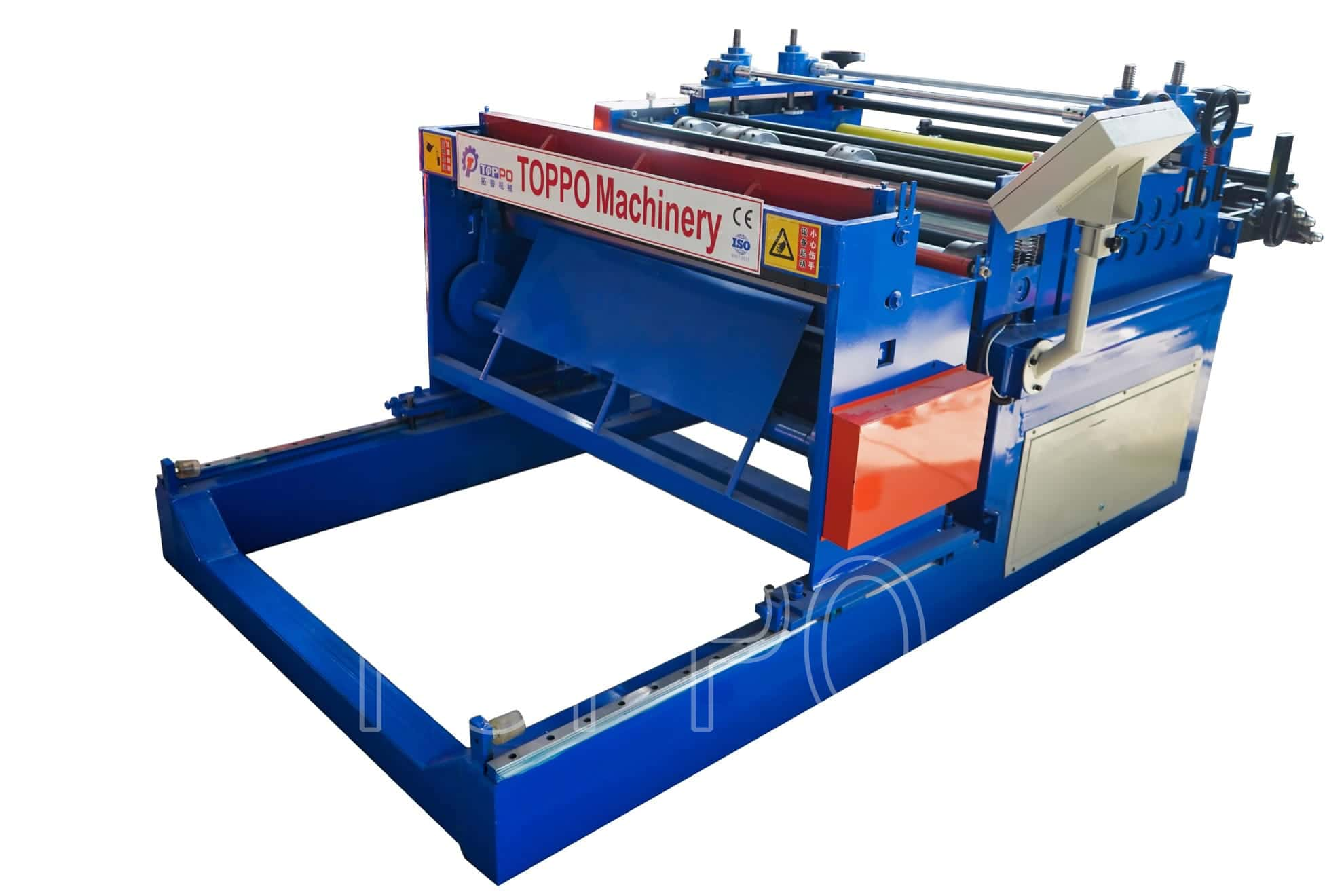
7. Cutting Tool Clearance Adjustment
Incorrect clearance between blades leads to rough edges and deformation, especially in high-speed production.
8. Final Run-Out Table and Stacking Configuration
Even perfectly formed sheets can be damaged during output if stacking and run-out systems are poorly configured.
Conclusion
High-quality roofing sheets are the result of systematic equipment configuration, disciplined operation, and continuous verification. When properly configured, an Auto PLC c z steel purlin roll forming machine delivers consistent profiles and long-term reliability.
READ MORE: