Improving Multi-Profile Roofing Efficiency with Double Layer Forming Systems
In the modern roofing manufacturing industry, flexibility and production efficiency determine long-term competitiveness. As market demand shifts between residential corrugated sheets and industrial trapezoidal panels, manufacturers must respond quickly without dramatically increasing capital investment. A double layer roofing sheet roll forming machine provides an efficient solution by enabling two different roofing profiles to be produced within a single integrated system. However, unlocking its full potential requires precise setup, disciplined operation, and continuous optimization.
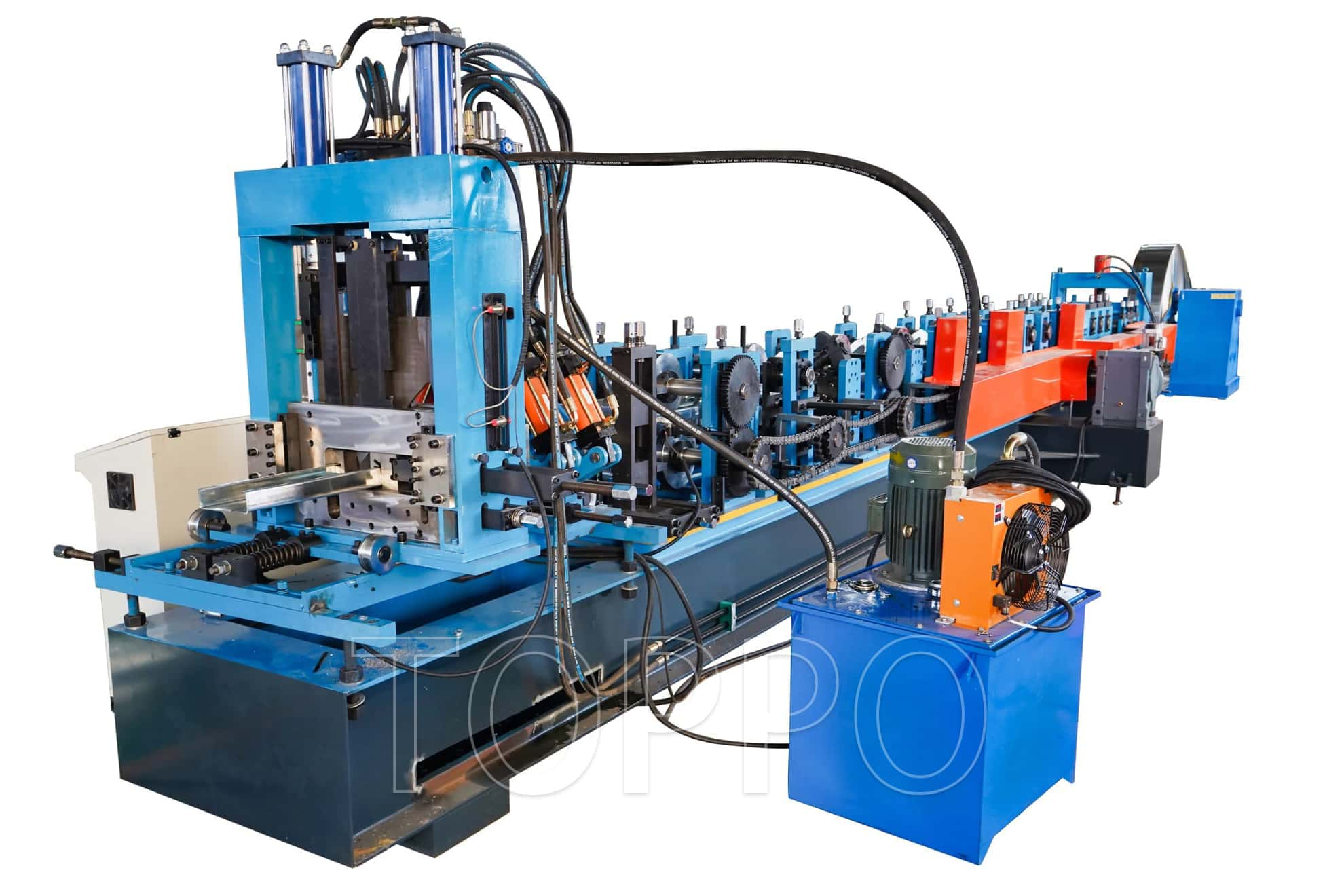
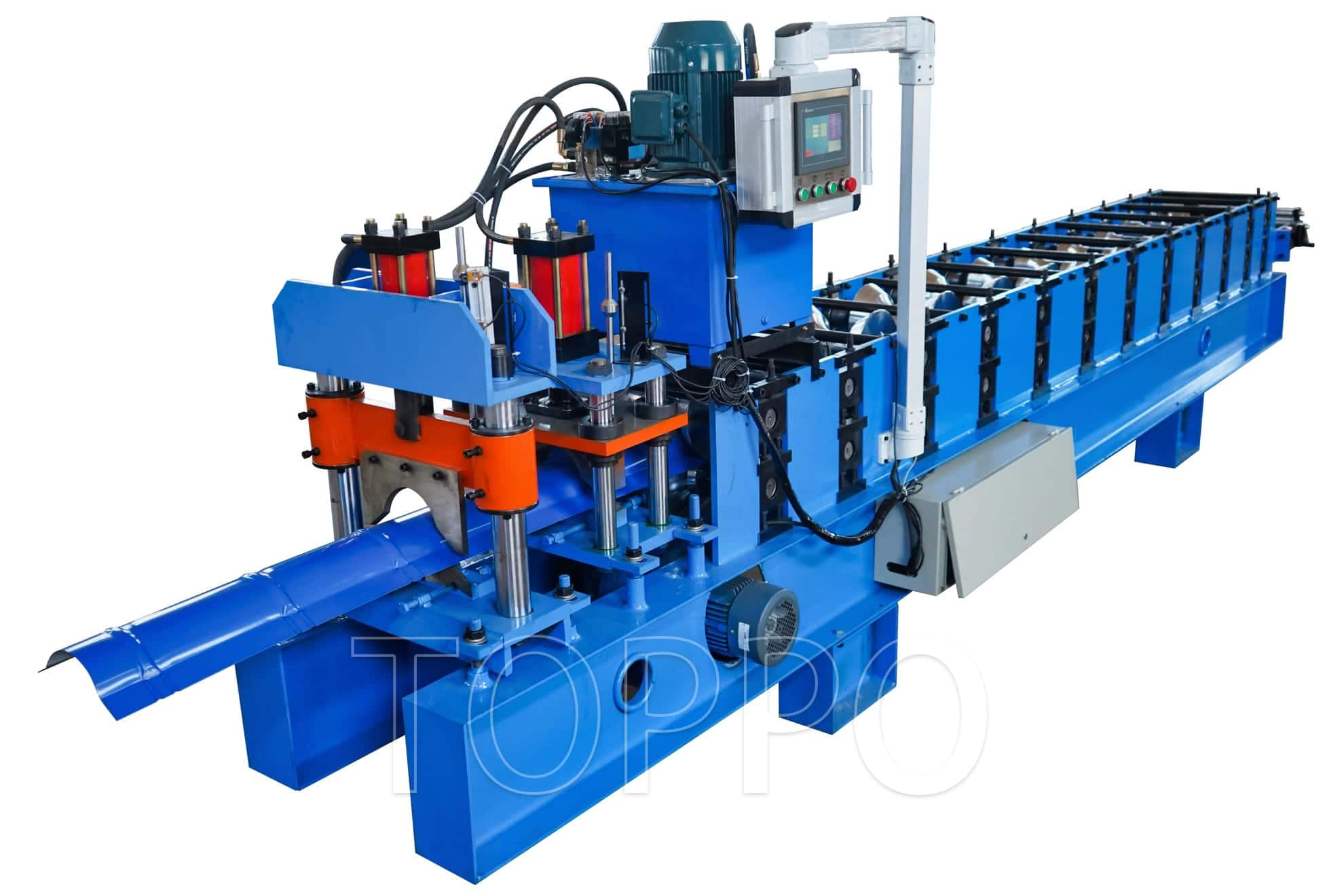
1. Structural Overview and Working Logic
A double layer roofing sheet roll forming machine consists of two independent roll forming layers mounted on one machine frame. Each layer includes dedicated roller stations and a cutting device, while both layers share a hydraulic station and PLC control cabinet. Operators can switch between the upper and lower forming layers depending on the required roofing profile.
Compared to operating two separate production lines, this design significantly reduces workshop space and electrical consumption. When evaluated against a conventional roof panel making machine, the double-layer structure offers greater production versatility while lowering infrastructure requirements. However, because both layers share structural components, precise calibration is critical to prevent vibration and uneven forming pressure.
2. Step-by-Step Implementation Process
Step 1: Confirm Raw Material Parameters
Before commissioning, confirm coil thickness range, width, yield strength, and coating type. Processing material outside the machine’s rated range is a common mistake that leads to roller overload and profile distortion. Always verify material certificates before loading coils.
Step 2: Foundation Preparation and Machine Leveling
The equipment must be installed on a reinforced concrete foundation. Use laser alignment tools to ensure the entire frame is perfectly level. Even slight deviations may result in inconsistent rib height or diagonal measurement errors.
Step 3: Roller Gap Calibration
Each forming layer of the double layer roll forming machine must be calibrated independently. The roller clearance should match actual sheet thickness precisely. Excessive compression can damage coating surfaces and shorten bearing life, while insufficient pressure leads to wave defects and incomplete rib formation.
Step 4: PLC Programming and Encoder Testing
Accurate length cutting depends on proper PLC parameter configuration. Input target sheet length, batch quantity, and tolerance values carefully. Test encoder accuracy before full-speed production to prevent cumulative cutting deviation.
Step 5: Trial Production and Inspection
Run 3–5 test sheets on both layers. Measure effective width, rib height, symmetry, and cutting edge quality. Fine adjustments during this stage significantly reduce scrap rates during mass production.
3. Production Capacity and Profile Expansion
In its standard configuration, a double layer roofing sheet roll forming machine produces two roofing profiles—one per layer. However, manufacturers can expand production by replacing roller sets and cutting dies. With modular tooling, the same system can eventually produce four or more profile types.
Compared with installing multiple roof panel making machine units, this approach reduces maintenance workload and simplifies operator training. A well-managed double layer roll forming machine can handle diversified orders while maintaining stable performance.
4. Common Operational Errors
Error 1: Improper Layer Switching
Some operators attempt to activate the second layer without fully stopping the first. A double layer roll forming machine requires complete shutdown of one forming layer before engaging the other to prevent gearbox stress and mechanical shock.
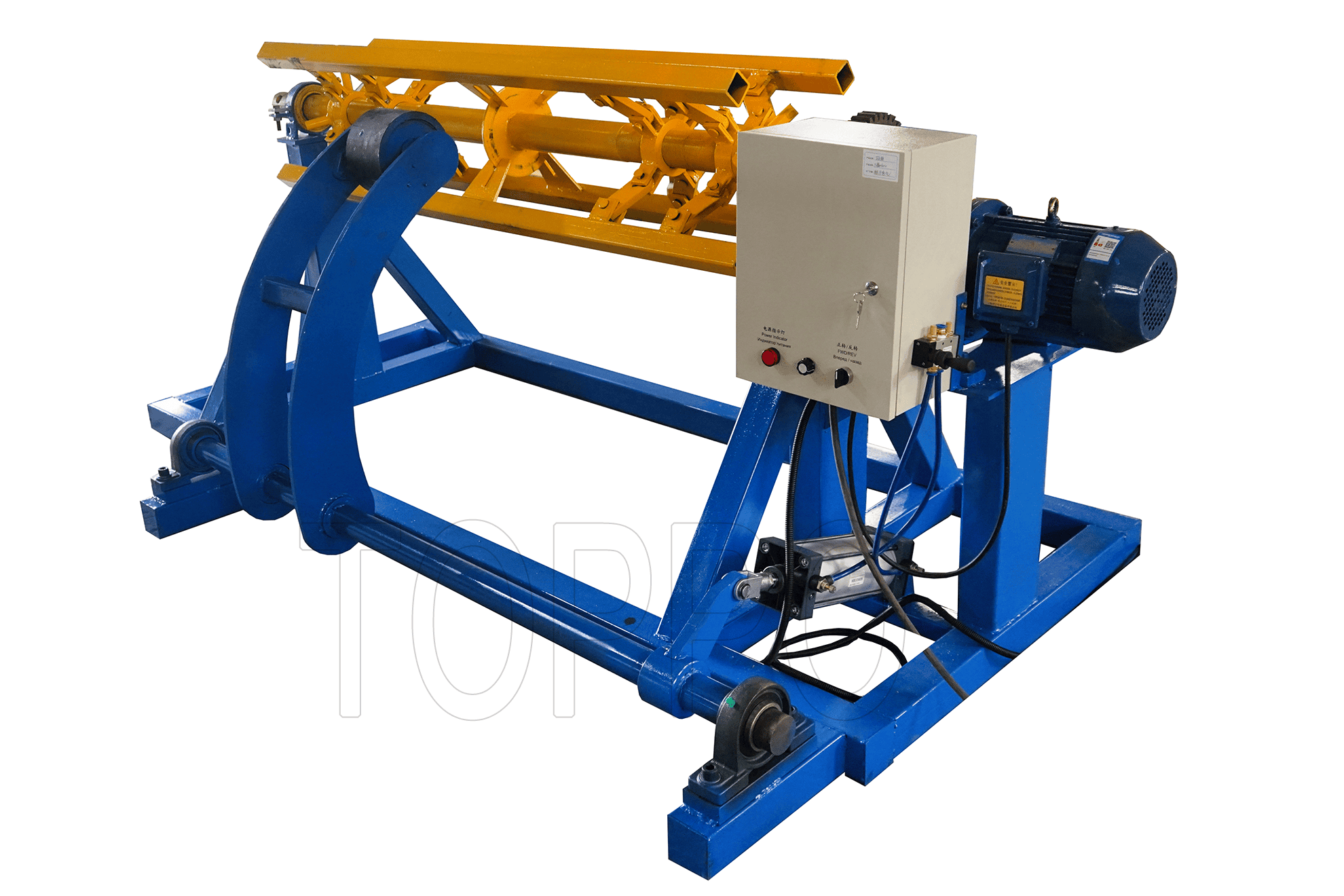
Error 2: Incorrect Decoiler Tension
Improper coil braking force can cause sheet misalignment and uneven rib formation. Adjust tension according to coil weight and forming speed.
Error 3: Blade Misalignment
Incorrect cutting blade clearance leads to burrs and cracked edges. Routine inspection ensures consistent cutting accuracy and extends blade service life.
5. Practical Factory Case Study
A roofing manufacturer in the Middle East invested in a double layer roofing sheet roll forming machine to supply both warehouse trapezoidal panels and residential corrugated sheets. During initial production, uneven rib heights were observed on the lower layer. Technical inspection revealed that the foundation was slightly uneven, creating inconsistent forming pressure.
After re-leveling the machine and recalibrating roller gaps, defect rates dropped by more than 55%. During peak construction periods, the factory operated an additional roof panel making machine for large-volume standard orders, while reserving the double-layer system for customized profiles. This allocation improved production efficiency and reduced delivery time.
6. Maintenance and Long-Term Stability
Lubricate bearings and transmission chains weekly.
Inspect hydraulic oil condition and replace filters regularly.
Check PLC wiring and encoder connections monthly.
Calibrate cutting blades based on workload intensity.
With systematic preventive maintenance, a double layer roofing sheet roll forming machine can operate reliably for more than ten years, maintaining dimensional precision and stable output.
7. Final Recommendations
To maximize the value of a double layer roofing sheet roll forming machine, manufacturers should focus on precise installation, disciplined operating procedures, and continuous monitoring of forming pressure. Avoid exceeding rated speed limits and always confirm raw material compatibility before starting production.
When properly implemented, this equipment becomes a powerful solution for expanding roofing profile diversity, optimizing factory space utilization, and strengthening competitiveness in global roofing markets.
SEO Keywords: double layer roofing sheet roll forming machine, roof panel making machine, double layer roll forming machine, metal roofing roll former, roofing sheet roll forming machine, steel roll forming machine
READ MORE: