Advanced Techniques for Roofing Sheet Edge Control Using PV4 Roll Forming Systems
This article provides advanced edge control tips for roofing sheet manufacturers using PV4 roll forming equipment.

Advanced Techniques for Roofing Sheet Edge Control Using PV4 Roll Forming Systems
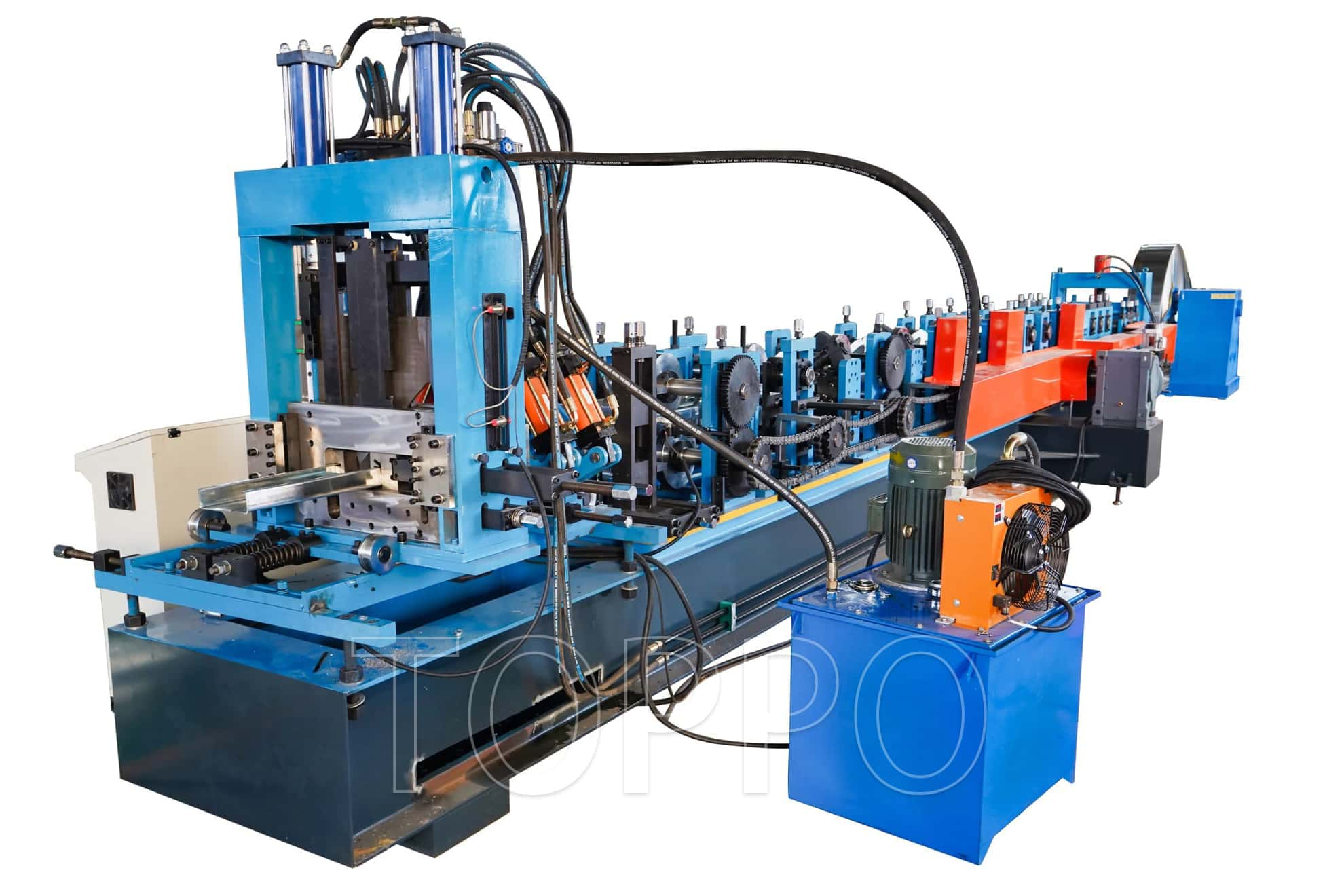
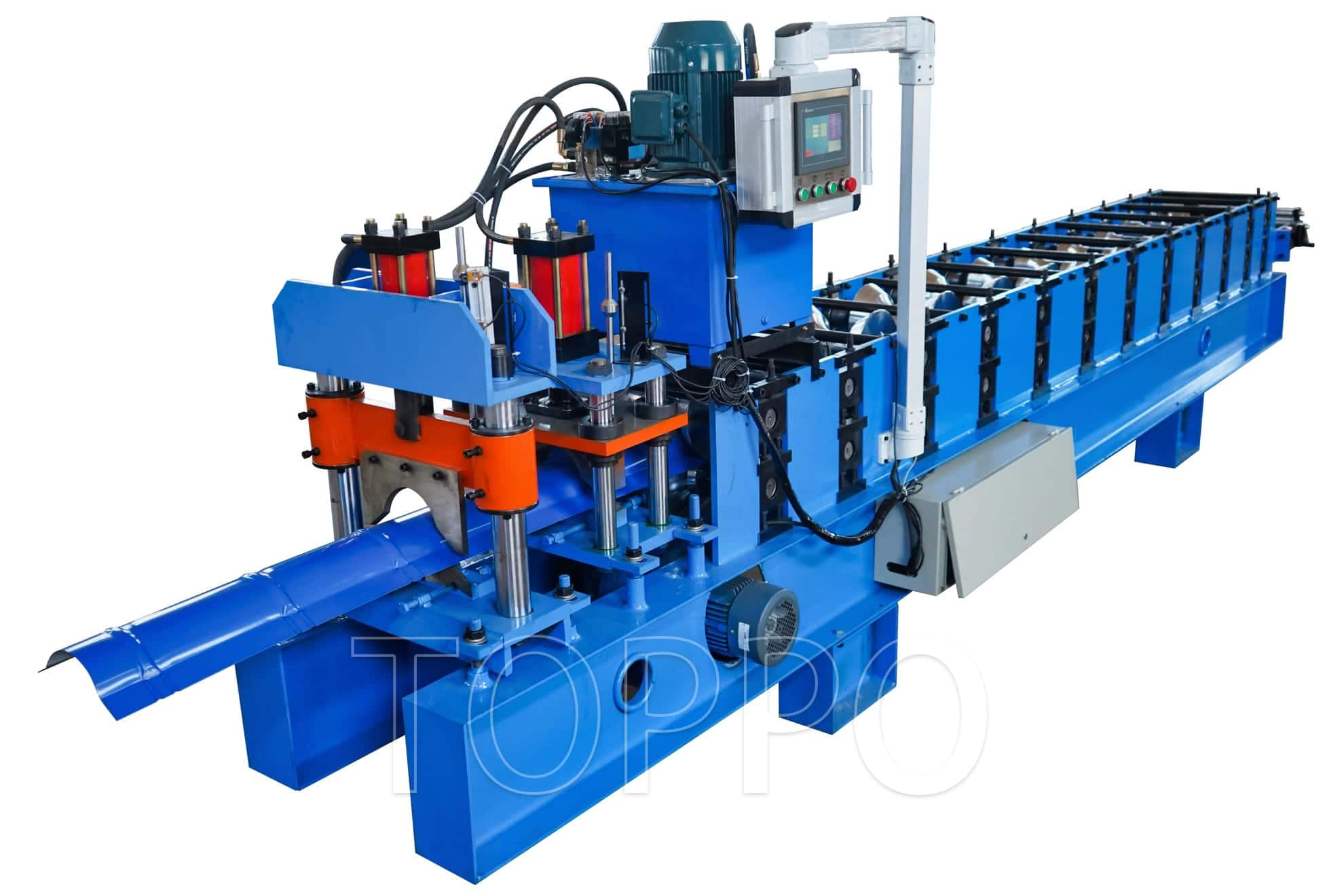
Maintaining a clean, straight edge on roofing panels is a sign of professional manufacturing. Using a PV4 panel trapezoidal sheet roll forming machine, factories can achieve precision if they apply advanced alignment and calibration strategies throughout the production cycle.
1. Integrate Pre-Form Tension Controls
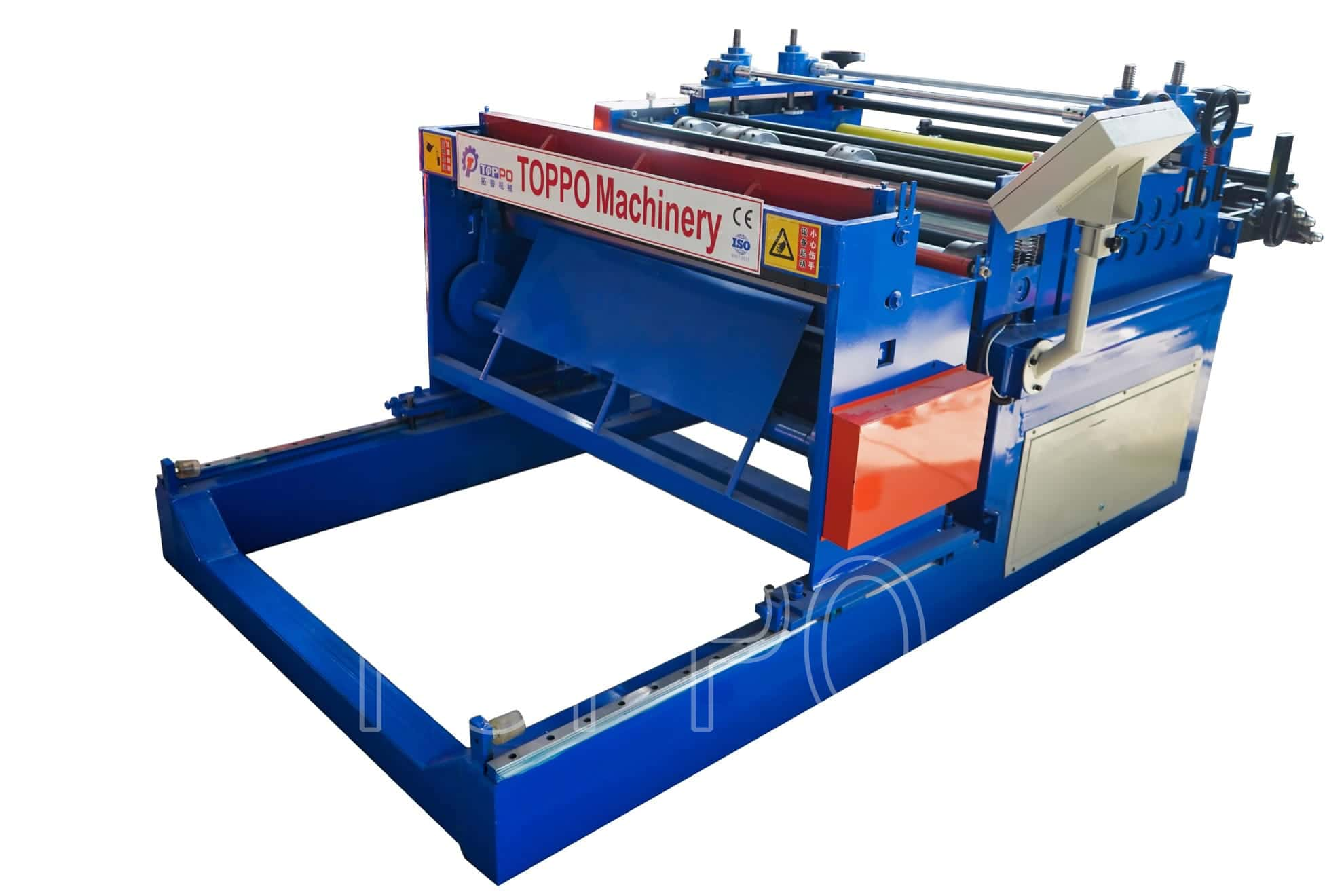
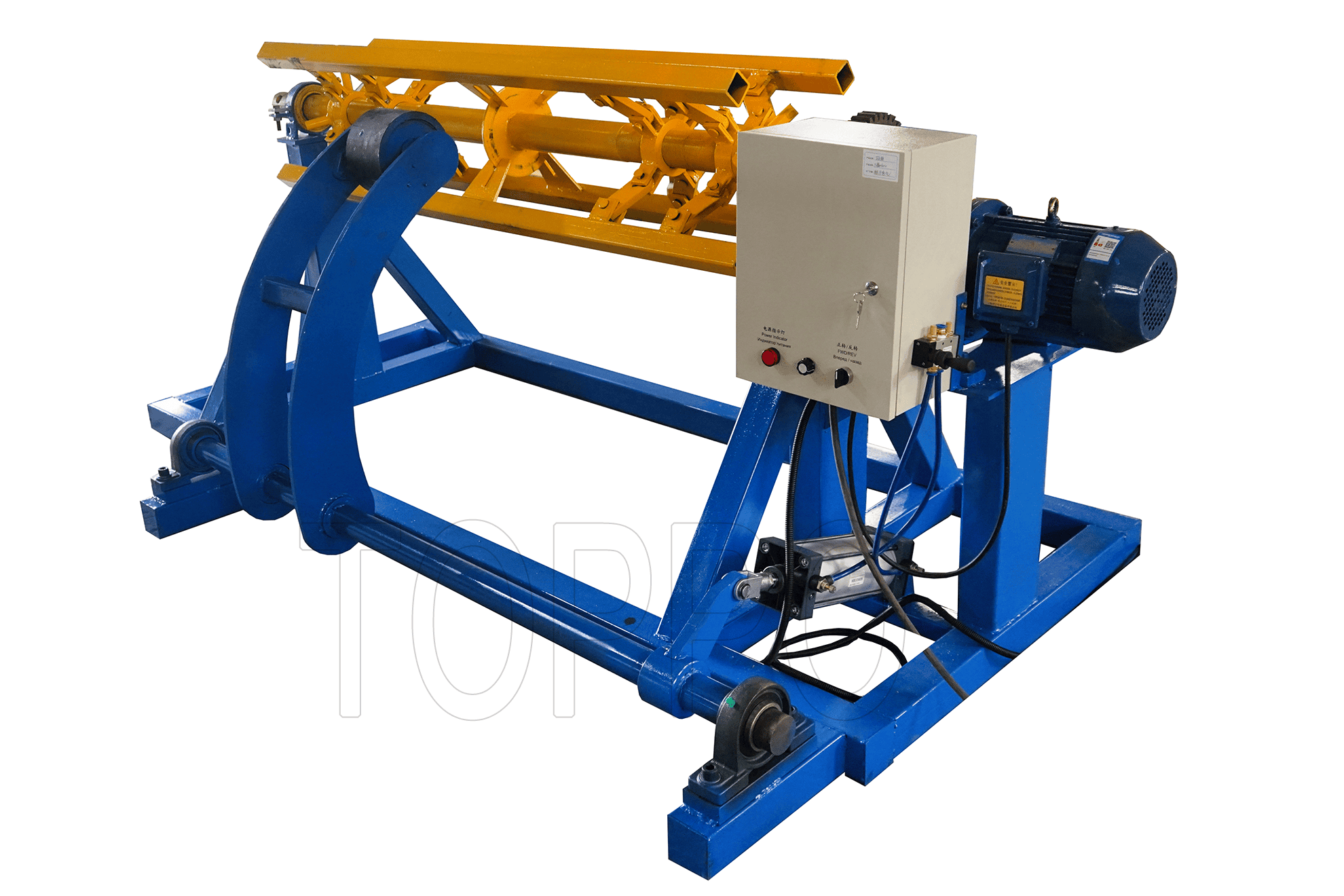
Before entering the first forming station, apply tension brakes to the coil to ensure even material flow into the roof panel making machine. Uneven tension causes side bowing.
2. Perform Roller Bank Synchronization
Each roller bank must turn in sync. Use encoder feedback to match RPM and prevent force imbalance that causes wave or curl on one panel edge.
3. Audit Thermal Expansion Impact
High-speed runs can generate heat across rollers. Test for thermal distortion on the trapezoidal roll forming machine frame, and recalibrate during high-temperature periods.
4. Use Pre-Edge Profiling Tools
Profile the edges before forming begins to help the sheet resist shape shift under pressure. Especially helpful for thin-gauge steel.
5. Reinforce Edge Stability with Support Brackets
Install side stabilizers after the last forming station to support the panel edge before cutting. Prevents deflection or curling at the end of the line.
Real Case: Mendoza Roofing Solutions
They integrated dual-tension systems ahead of the roof panel making machine and synchronized their trapezoidal roll forming machine RPM across stations. Edge tolerance improved from ±2.2mm to ±0.4mm.
Tags: PV4 panel trapezoidal sheet roll forming machine, roof panel making machine, trapezoidal roll forming machine, edge control, roll forming optimization
READ MORE: