A guide for roofing manufacturers on optimizing roll forming lines to reduce edge defects and ensure straight panels.

Five Ways to Prevent Roofing Sheet Edge Waviness During Roll Forming
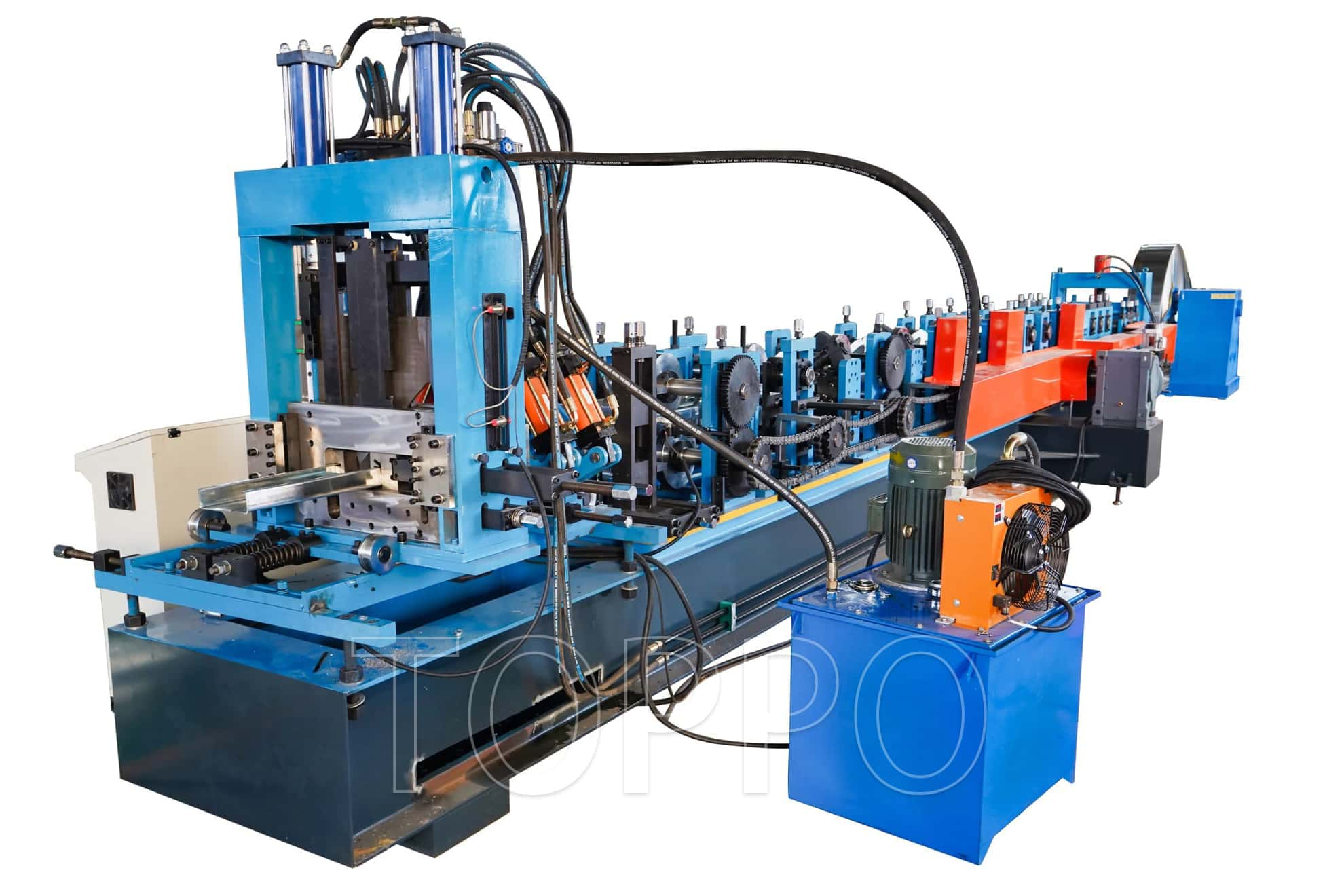
Edge waviness is one of the most frequent quality concerns in roofing sheet production. Fortunately, there are targeted solutions when working with a PV4 panel trapezoidal sheet roll forming machine. Below are five actionable methods that enhance edge control.
1. Align Material Feeding System
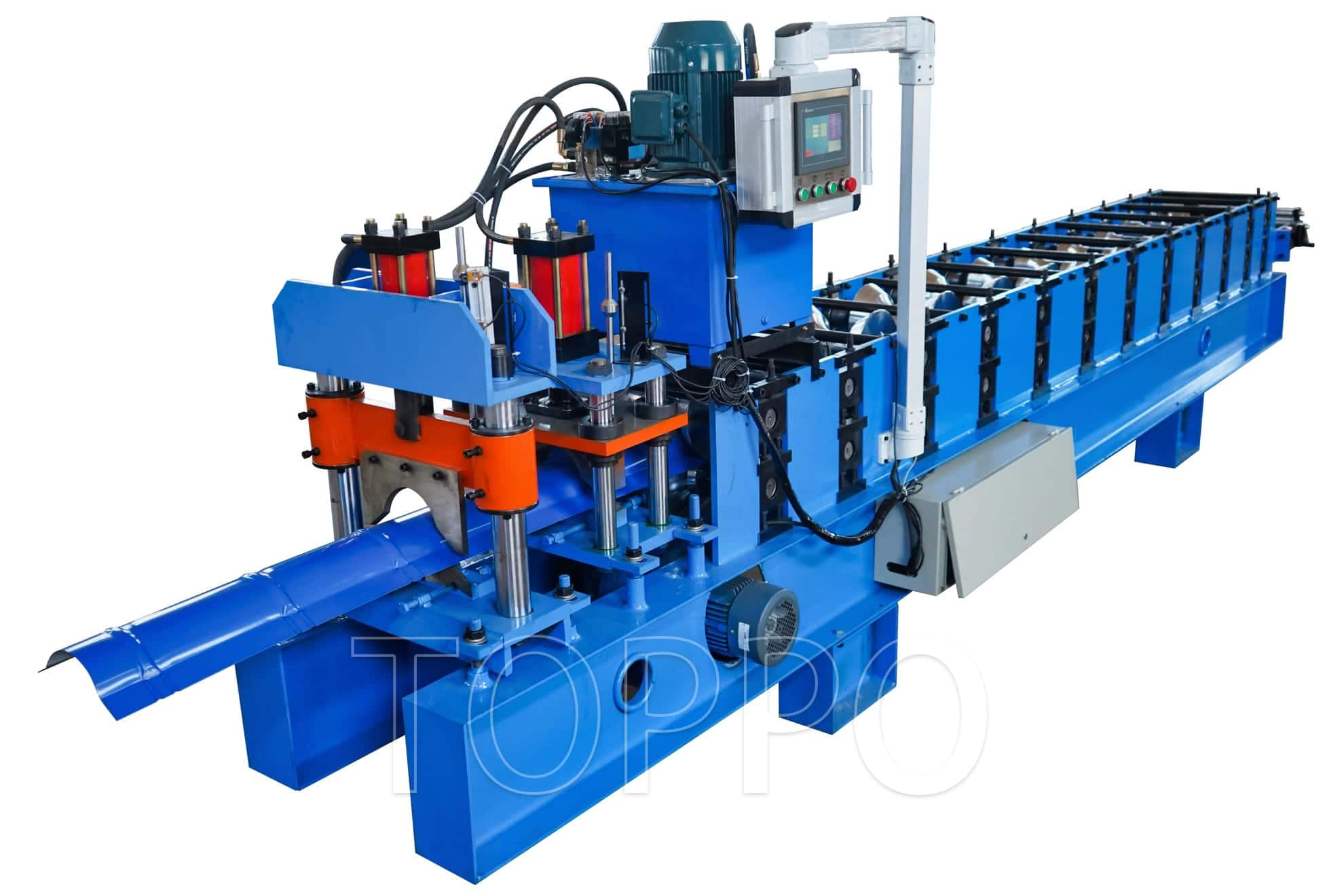
Use laser alignment tools to position coils precisely before they enter the roof panel making machine. A misfeed as small as 2mm can distort panel edges over the full run.
2. Balance Roller Pressure
Side-to-side pressure inconsistencies often lead to lateral distortion. Adjust the roller stations on the trapezoidal roll forming machine to maintain equal pressure across the sheet width.
3. Monitor Lubrication Patterns
Inconsistent lubrication may cause one edge to drag. Ensure even distribution along the roller contact surfaces to prevent skewed shaping.
4. Check Post-Cut Shear Alignment
After forming, verify the cutting blades are set at a true perpendicular angle. Use digital angle finders to ensure the cut doesn’t amplify edge flaws.
5. Conduct Daily Visual Edge Audits
Empower operators to perform scheduled inspections every shift. Create reference samples of ideal vs. defective panels as training tools.
Success Story: Barranquilla Panel Works
By implementing feedback sensors on each roof panel making machine, this factory caught roller wear early. They adjusted pressure on their trapezoidal roll forming machine mid-run and decreased edge waviness from 8mm to 2mm.
Tags: PV4 panel trapezoidal sheet roll forming machine, roof panel making machine, trapezoidal roll forming machine, roofing edge waviness, forming line accuracy
READ MORE: