Unlocking Multi-Profile Efficiency with Advanced Double Layer Roofing Technology
In today’s competitive construction materials market, roofing manufacturers must respond quickly to changing project requirements. Producing multiple roofing sheet profiles without expanding factory space is a major advantage. This is where a double layer roofing sheet roll forming machine becomes a strategic investment. But beyond marketing claims, how can factories truly maximize its potential? This article provides detailed implementation steps, technical precautions, common operational errors, and real-world application cases to deliver practical, actionable insights.
1. Understanding the Core Working Principle
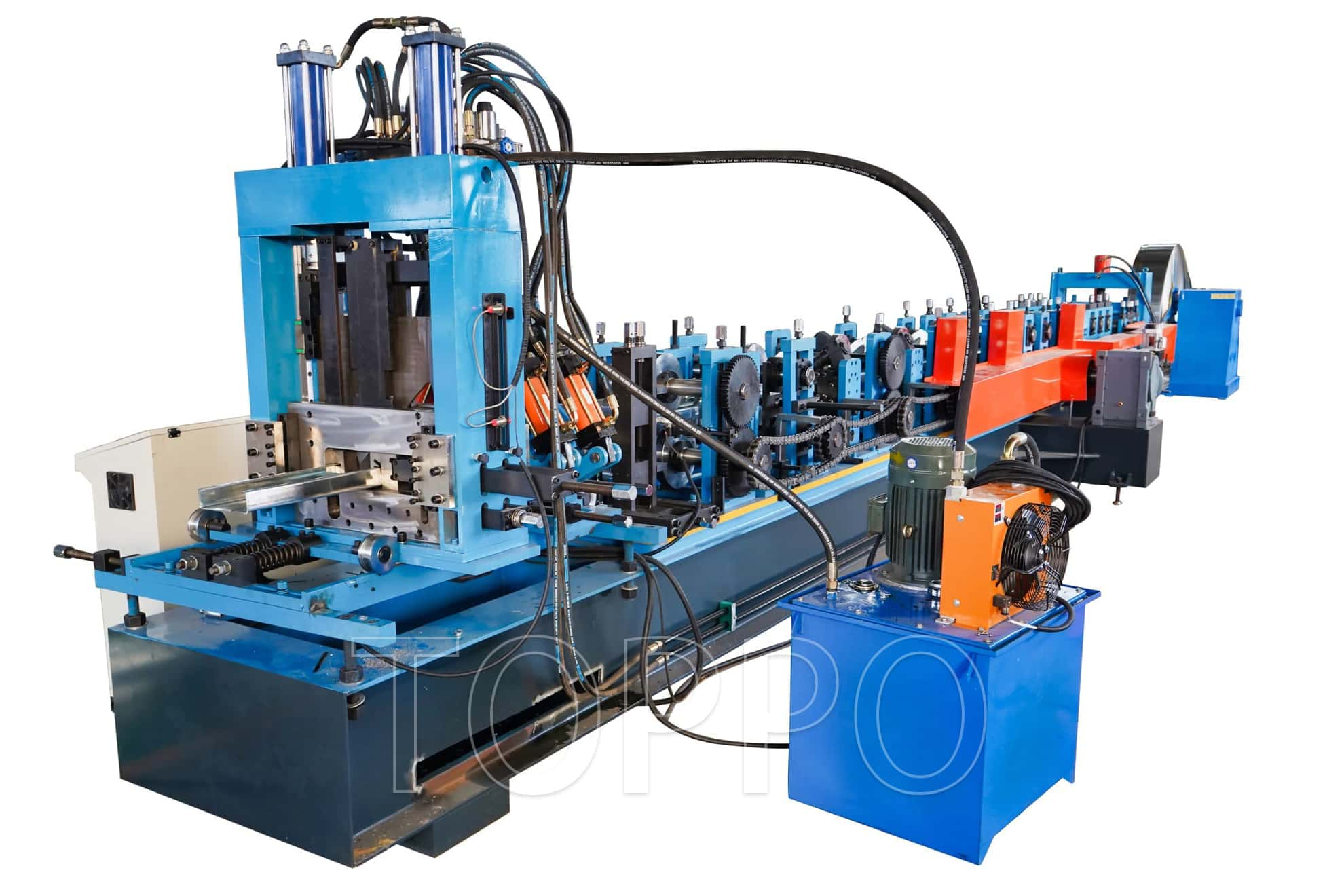
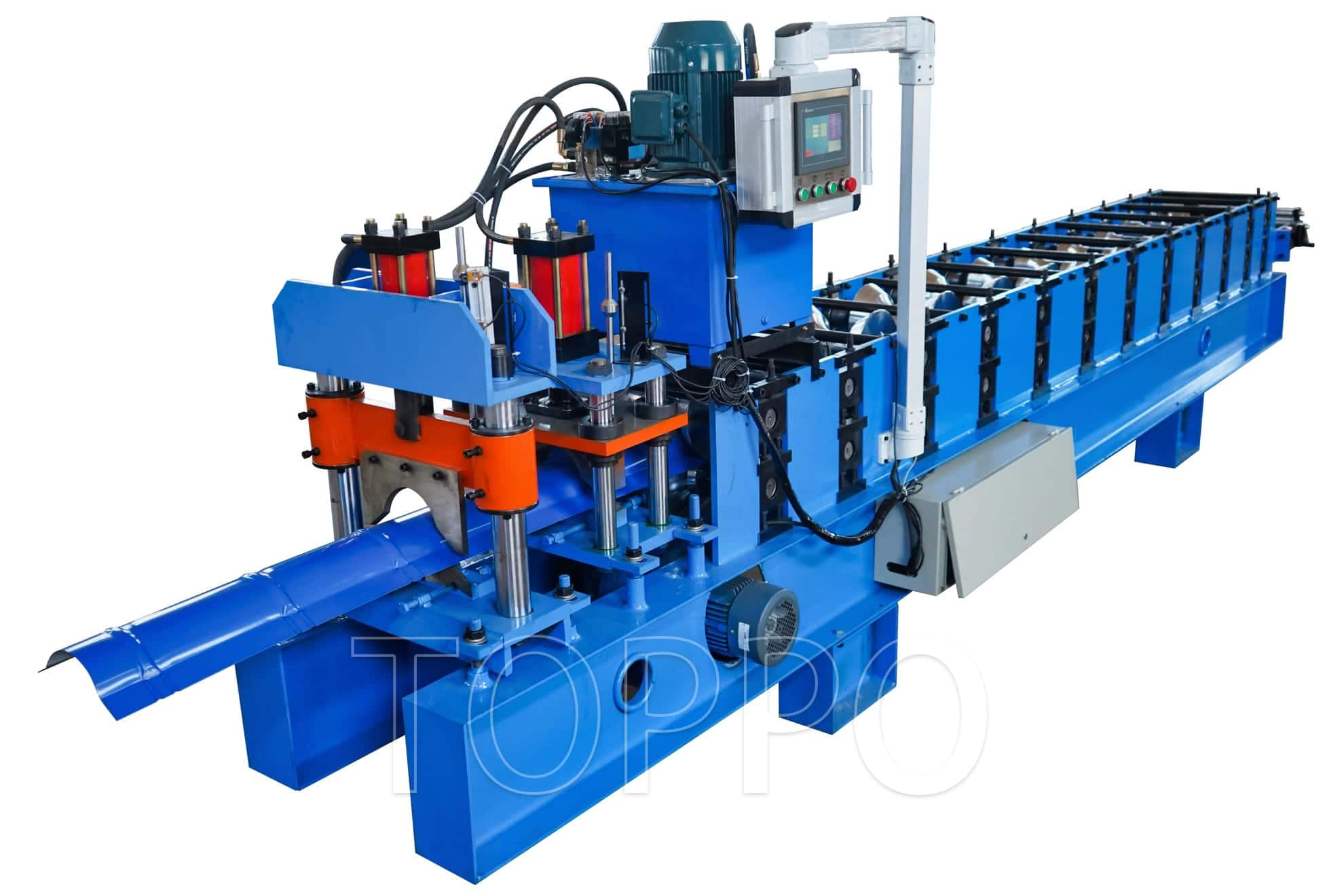
A double layer roofing sheet roll forming machine integrates two independent roll forming systems into a single structural frame. Each layer contains dedicated roller stations and a cutting mechanism. Operators can switch between layers depending on the required roofing profile, such as trapezoidal panels or corrugated sheets.
Compared with a traditional single roof panel making machine, this design improves production flexibility while reducing equipment footprint. However, structural compactness also means precision setup and disciplined operation are essential for long-term stability.
2. Detailed Implementation Steps
Step 1: Confirm Profile Specifications
Before commissioning the equipment, confirm rib height, effective width, coil thickness range, and material yield strength. Even small deviations between design drawings and actual coil properties can cause profile distortion or uneven rib formation.
Step 2: Machine Installation and Leveling
Proper installation begins with a reinforced concrete foundation. Use laser leveling instruments to ensure the machine frame is perfectly aligned. Poor leveling directly affects feeding accuracy and roller pressure distribution.
Step 3: Roller Adjustment and Calibration
Each forming layer must be calibrated independently. The roller gap should precisely match material thickness. Excessive compression causes surface scratches and accelerates bearing wear. Insufficient pressure results in wave defects and incomplete shaping.
During this phase, technicians should carefully test the double layer roll forming machine at low speed before increasing to production speed.
Step 4: PLC Programming and Length Control
Accurate PLC configuration ensures cutting precision. Input correct sheet length, production quantity, and tolerance parameters. Always test encoder feedback to avoid cumulative length deviation.
Step 5: Trial Run and Quality Inspection
Produce several test panels from both layers. Inspect diagonal measurement, rib symmetry, and cutting edge quality. Adjust hydraulic pressure and feeding alignment if necessary before starting mass production.
3. How Many Profiles Can Realistically Be Produced?
Under standard configuration, two profiles can be produced—one per layer. However, by replacing roller sets and cutting dies, manufacturers can expand production to four or more roofing types over time. This modular capability makes the double layer roofing sheet roll forming machine a scalable solution rather than a fixed-output system.
Compared with installing two independent lines, one double layer roll forming machine reduces floor space usage by approximately 30–40% and lowers power consumption, especially in small and medium-sized factories.
4. Key Operational Precautions
Coil Centering: Ensure material enters the forming rollers centrally to avoid profile deviation.
Hydraulic Stability: Maintain consistent oil pressure for clean cutting edges.
Layer Switching Procedure: Fully stop one layer before activating the other to prevent mechanical shock.
Speed Control: Avoid exceeding rated forming speed to maintain dimensional accuracy.
5. Common Errors and How to Avoid Them
Error 1: Ignoring Material Thickness Limits
Operating outside the recommended thickness range damages rollers and increases vibration. Always verify coil parameters before loading.
Error 2: Blade Misalignment
Improper blade alignment leads to burrs and uneven edges. Adjust cutting clearance carefully, especially for high-strength steel sheets.
Error 3: Poor Decoiler Tension Control
Unstable feeding tension results in sheet skewing. Regularly inspect the decoiler braking system.
6. Practical Factory Case Study
A manufacturing company in the Middle East introduced a double layer roofing sheet roll forming machine to handle both residential corrugated panels and industrial trapezoidal sheets. During initial operation, they encountered inconsistent rib heights on the lower layer. The issue was traced to uneven roller pressure caused by improper leveling.
After recalibrating the foundation and adjusting roller gaps, defect rates dropped by 55%. In peak construction seasons, they supplemented production with an additional roof panel making machine to handle bulk orders, reserving the double-layer system for customized profiles. This strategic combination significantly improved delivery efficiency.
7. Maintenance for Long-Term Reliability
Lubricate bearings and chain drives weekly.
Inspect electrical wiring monthly to prevent PLC signal interruption.
Replace hydraulic oil according to manufacturer recommendations.
Calibrate cutting blades periodically based on workload intensity.
With systematic maintenance, a well-operated double-layer system can deliver stable output for more than ten years, ensuring long-term return on investment.
Conclusion
A properly configured double layer roofing sheet roll forming machine allows manufacturers to diversify product offerings while maintaining operational efficiency. Success depends not only on machine design but also on precise installation, disciplined operation, and preventive maintenance. When implemented correctly, this technology enhances flexibility, reduces space requirements, and strengthens competitiveness in the global roofing market.
SEO Keywords: double layer roofing sheet roll forming machine, roof panel making machine, double layer roll forming machine, metal roofing roll former, roofing sheet roll forming machine, steel roll forming machine
READ MORE: